高炉炼铁是炉内铁矿石、焦炭、熔剂在炉内熔化下的物理化学反应。炉内的矿石、焦炭、熔剂组成的料面有多高.需要加多少料,这都取决于对炉内料面的精确测量。测量高炉炉料面高度的机械装置叫探尺。国内高炉探尺主要是杆式和链式。本文对新钢高炉探尺采用的变频调速控制电路原理及维修作一介绍。
1.探尺变频器电路
每座高炉有2台探尺设备,变频器电路如下图所示。变频器F11电路工作原理:电源L1、L2、L3经Q11断路器、KM41接触器、电抗器L11进入变频器Fll的U1、V1、W1进电端子。QF11是两门子MM440变频器系,功率3kW。电机功率3kW。探尺工作过程:先合总电源开关Q11,再合控制电源Q12,变频器自检,无故障,则X9的7号端子低电位,控制K11继电器吸合。K11吸合,变频器进线电源接触器吸合,变频器令K13继电器吸合,变频器向PLC发出准备就绪信号。
变频器有两种运行模式:放和提尺。在没有探到料面情况下,电机处于反转电动状态。当探到料后,电动机改正向电动状态。变频器通过速度和电流检测,确定已探到料后,电动机改为提尺运行方向,电动机产生的提升力矩略大于重锤的力矩。重锤处于料面位置的平衡状态下,重锤随料面下降而下降。重锤通过电机转动带动主合控制器和编码器转动。通过主合控制器给出:待机位、检修位、Om位、6m位、6m位保护5个位置信号。这5信号经PLC进行程序控制。绝对编码器的圈数和格雷码数据.DTI变换变板,转换为自然数二进码,PLC计算出料线的高度,在主控窒画面显示出来,供工长操作用。
变频器的Xl01端子排的⑦、⑧号端子,分别为提尺和放尺控制端子。提尺和放尺有手动和自动两种模式。PLC控制是DCS系统程序控制。K31为机旁控制提尺继电器。K61为PLC控制提尺继电器。K32为机旁控制提尺继电器,K62为PLC控制继电器。X101端子排的③号端子为制动器控制端子。变频器运行时,K12继电器吸合,控制KM42接触器吸合,制动器打开。
由于变频器工作于四象限,该变频器配置制动单元,型号为6SE7018-OES87-2DA1,5kW。制动电阻型号为QG20-XO/1H。
变频器带速度负反馈:旋转编码器与电机非负载端同轴安装,编码器的格雷码(又叫循环二进制码)输入到DT1转换板,将格雷码转化为自然二进制,再输入变频器,转化为速度信号,参与速度负反馈。速度编码器型号为:EC58P12-H6PR-1024。

2.探尺控制电路
探尺控制电路如下图所示。提尺有两种启动方式:一是工作提尺:二是检修提尺。工作提尺继电器K31控制回路中,串人了放尺继电器K32常闭接点和超极限继电器K34常闭接点。检修提属强制性提尺.没有连锁。放尺与提尺转换开关有3个位置:手动提尺、检修提尺、PLC控制提尺。主令控制器由探电机带着轮动,给出6个探尺重锤位置信号:检修位、超极限位、待机位、0m位、6m料线、6m料线保护。
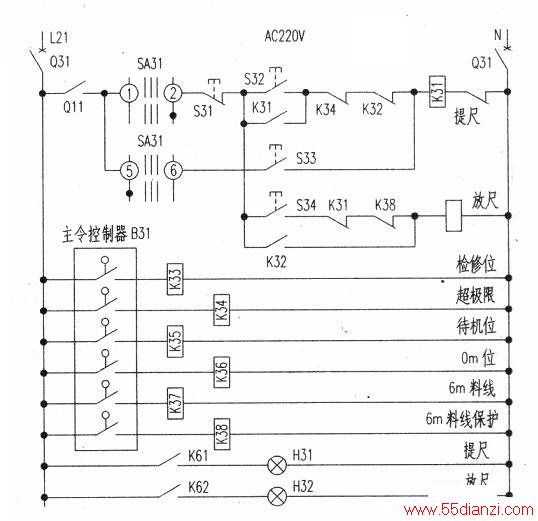
3.探尺控制信号
探尺控制信号电路如下图所示。主回路接触器KM41与制动器工作接触器KM42受变频器控制。探尺控制信号主要显示变频器状态信号:准备好和故障。高炉探尺的零位设在探尺的下放起点位置。6个关键位置信号在HMI画面与机旁操作箱两处显示出来。

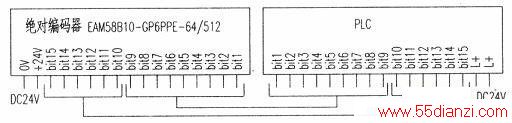
4.绝对编码器高炉料位测量
老式的高炉探尺料位检测是用机械式的凸轮控制式的主令控制器来检测料面。
设置固定料线凸轮开关,料线到某个点,某个凸轮对应接点被凸轮顶闭合。这种机械式主合控制器缺点是,料线位置调节不易,故障多,精度不高,用信号灯指示料线,有测量盲区。现在新式探尺用绝对编码器来检测高炉料线。一铁厂2500M3高炉料位检测绝对编码器接线如下图所示。 \\绝对编码器15根数据线:1—9号为格雷码头数据线,10—15为编码器旋转圈数。数据信号PLC进行处理,计算出料线深度的6个位置信号。
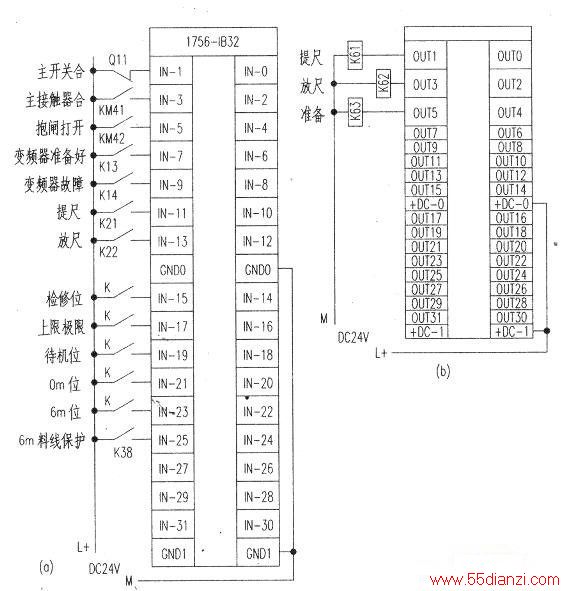
5.探尺的PLC控制
探尺PLC控制是炉顶DCS的一部分。
探尺输入到PLC的信号如下图a所示,探尺输出控制信号如下图b所示。PLC使用的是Rocwel公司的AB系列PLC。输入模块型号为1756-IB32。输出模块型号为1756-OB32。
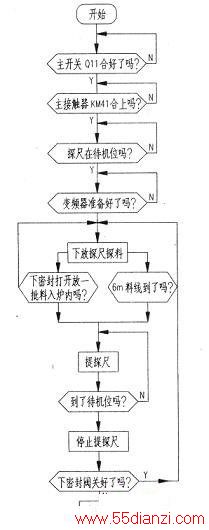
PLC控制程序框图如下图所示。
6.维修
(1)打手动不能提尺和放尺
探尺手动是通过机旁提尺/放尺按钮控制变频器提尺/放尺。手动不能提尺,放尺的主要原因有:变频器故障或手动提尺,放尺的信号没有到达变频器。变频器在收到提尺或放尺信号不能启动,说明变频器有故障。检查变频是否有三相交流380V电压:变频器是否有故障信号,抱闸是否正常。变频器若是有报警故障信号,按变频器产品手册处理故障。
如果手动提尺或放尺信号没有到变频器,检查SA手动开关是否打在手动位置。主开关Qll的辅助结点是否闭合好。在打在提尺手动时,K31继电器应吸合。
K31若不吸合,检查电路和K31继电器。打在放尺手动时,K32继电器应当吸合。K32不吸合,检查电路和K32继电器。
(2)探尺不能自动放尺和提尺
在下密封阀打开完一批料到炉内后,下密封阀关好,探尺应当自动放尺探料。若不能探料,先检查Q11合好信号、主接触器吸合信号、变频器准备好信号是否输入到了PLC输入端子。如果以上信号全输入到PLC,则是炉顶下密封阀、下料闸关闭信号没有进入到PLC.或工长禁放探尺。
在探到6m料线下限后,应提尺,如实际料线已是低料线探不到料,探尺应提到待机位。如果不能自动提起,可能原因是6m料线信号没有到PLC。
本文关键字:暂无联系方式变换电路,单元电路 - 变换电路
上一篇:变频器中的模块逆变电路






