矸石山上的矸石块经烘烧成熟料后用如下图所示运输系统运送到填料厂破碎加工,本文采用三菱FXIN-14MR型PLC设计其电控系统,供读者参考。
1.运输设备和工作控制要求简介
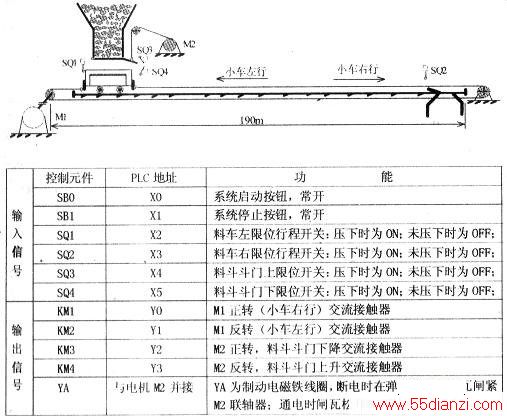
如下图所示,料斗至卸载站距离190m,绞车滚筒通过一条钢丝绳牵引一台小车左、右循环往复运送熟料块。小车轨距为600mm,型号为MDC3.3-6的底卸式料车,料车运行到卸载站时曲轨导杠开启车底自动卸料。驱动绞车滚筒的三相鼠笼型异步电机M1型号为Y200L-8、PN=15kW、nN =730r/min,△接法;减速机二级机械减速;小车正常运行速度0.64m/s;控制料斗斗门开启的三相鼠笼型异步电机M2型号为Y90S-4,PN=1.1KW、nN=1400r/min,Y接法;采用断电式电磁抱闸方式制动M20运输系统初始状态为:料车停在料斗正下方位置,压下SQ1,SQ1=ON,M1为OFF状态;料斗斗门处于关紧状态,压下SQ3,SQ3=ON,M2断电且处于电磁抱闸机械制动状态;SQ4为OFF。在初始状态按下启动按钮SBO,M2=ON(得电正转),电磁抱闸线圈YA同时得电闸轮打开下放斗门,斗门下放到下极限位置压下SQ4,SQ4=ON,M2=OFF,电磁抱闸线圈YA同时失电,闸轮在弹簧作用下闸紧电动机联轴器,装料9秒钟(PLC定时器定时),时间一到M2=ON(得电反转)将斗门提升关闭,斗门上升到上极限位置压下SQ3,SQ3=ON,M2断电且处于电磁抱闸机械制动状态:M1=ON(得电正转),料车右行运料,料车通过卸载站自动卸完料(料车车身长3450mm,卸料时间为3.45m/0.64=5.39s,考虑运行速差等因素卸料时间取7s)时又压下SQ2,料车又左行……,又进行下一循环装运料工作,直至按下停止按钮SB1。根据控制要求采用FXIN-14MR型PLC编程控制,其I/O设置如附表所示。
2.设计运输系统梯形图程序
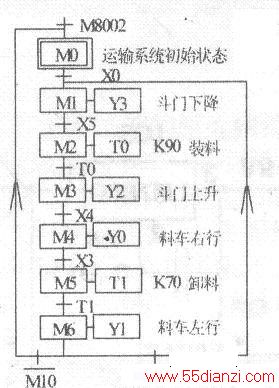
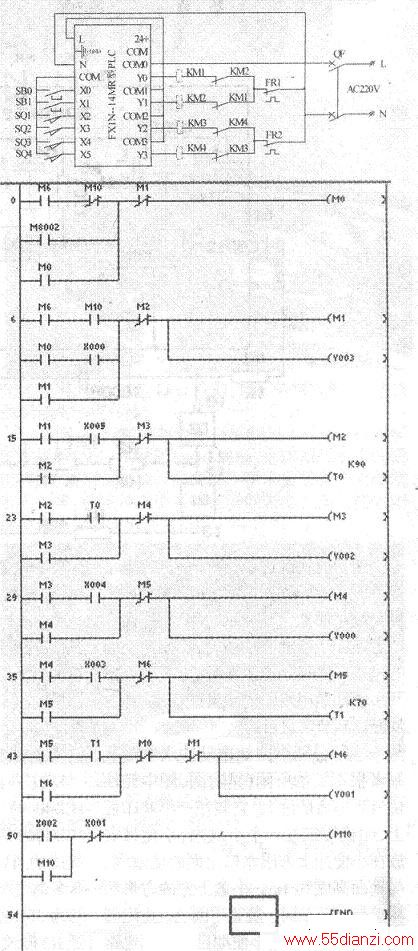
系统一个工作循环由斗门下降、装料、斗门上升、料车右行、卸料和料车左行6个动作组成,属单序列顺控工作性质,根据所设置的I/O地址可设计出系统的顺序功能图及PLC外部接线图,如上图、中图所示。根据上图可编设出如下图所示的梯形图。
梯形图工作原理为:PLC一上电特殊辅助继电器M8002接通一个扫描周期,通用辅助继电器MO为ON,为启动控制系统作好准备。按下启动按钮SBO,XO为ON,M1为ON,Y3为ON,斗门下降;当斗门下降到下极限位置时压下SQ4,X5为ON,M2为ON,lOOmm定时器TO得电,延时9s钟给料车装料;延时时间一到,M3为ON,Y2为ON,斗门上升,斗门上升到上极限位置时压下SQ3,X4为ON,M4为ON,YO为ON,KM1得电,料车右行;当压下右限位开关SQ2时,X3为ON,M5为ON,100mm定时器T1得电,延时7s钟料车自动卸料,延时时间一到,M6为ON,Y1为ON,料车向左行,当行至左极限位置时又压下SQ1,X2为ON,M10为ON,M1又为ON,又进行下一周期工作。当料车在任意工作位置按下停止按钮时,料车不会立即停车,而是要完成一个工作周期回到料斗下方位置才会停车,Ml0的变化状态与M1~M6的变化进程无关。