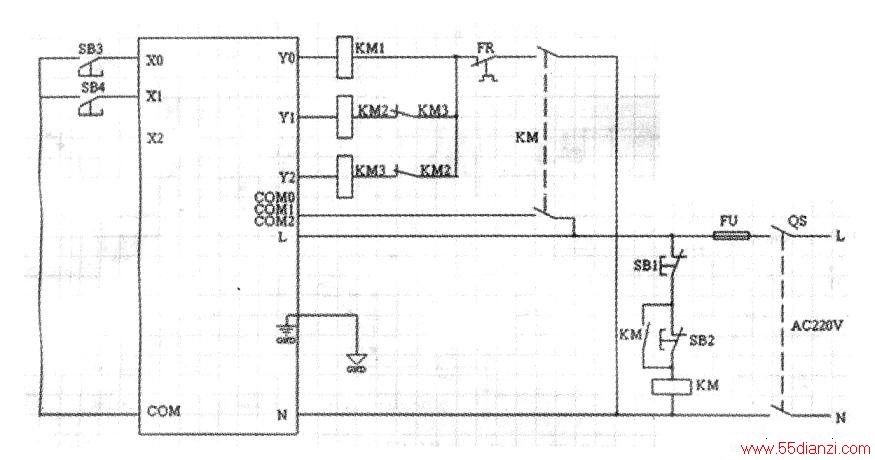
一、采用FXIN型PLC控制三相鼠笼型异步电动机Y/△减压启动的外部接线。
如下图所示,在PLC开始运行时,按下按钮SB2,使交流接触器KM线圈得电并自锁,KM的主触点接通,给外部负载提供交流电源,出现紧急情况时按下按钮SBl断开负载电源。正常启动按钮SB3接X0端子,正常停止按钮SB4接Xl端子,控制电动机三相交流电源用的交流接触器KM1接YO端子,控制电动机三相定子绕组作Y形连接的KM2接Yl端子,控制电动机三相定子绕组作△连接的KM3接Y2端予。KM2、KM3的线圈与其常闭触点交叉串联组成硬接线互锁电路,防止三相电源相间断路。手动复位型热继电器FR的常闭触点与交流接触器线圈电路串接用作电动机长期过载保护。
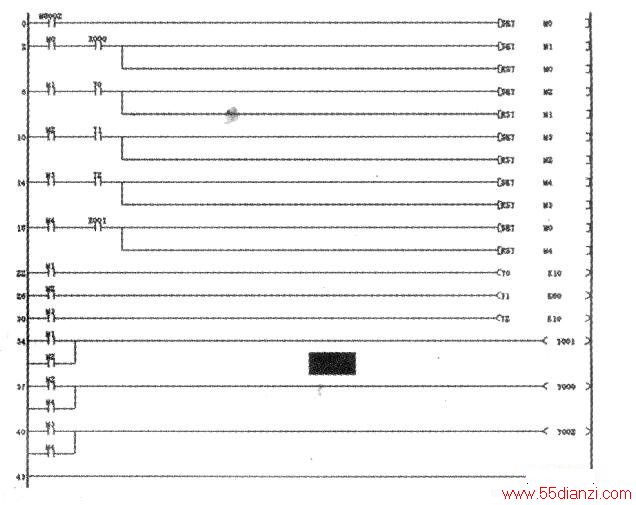
二、采用SET/RST指令、起保停电路及STL指令编设梯形圄。
根据三相鼠笼型异步电动机Y/△减压起动控制的工作原理(特性)画出其顺序功能图,如右图所示,再根据右图编设梯形图,如下图所示。
三、三种方法编设的梯形图的特点分析
上图、中图、下图三个梯形图是根据右图编设出来的。
右图称作被控系统的顺序功能图,简称SFC图。SFC图主要由步、有向连线、转换、转换条件和动作组成。
按照被控设备(生产工艺)预先规定的顺序动作,在各个输入信号的作用下,根据其内部状态和时间的顺序,在生产过程中各个执行机构自动地、有秩序地进行操作,就称为顺序控制。
采用顺序控制法编设梯形图时,首先要详细分析被控系统的工艺过程(即动作),正确画出SFC图,再根据SFC图编设梯形图。即SFC图是编设梯形的基础。这种方法很形象也比较清晰,初学者很容易接受和掌握。它表达了被控系统的控制过程、功能和特性。其编设实质是将被控系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步,用辅助继电器M和状态继电器S来代表各步,其中被控系统的初始步用M0(采用STL指令编程时用S0~S9)表示。定时器T0、Tl、T2的设定值应根据被控对象的工作特性进行调设。
1.上图的编设特点
将转换的所有前级步对应M的常开触点与转换对应的触点或电路串联,作为执行SET(置位)和RST(复位)指令的条件。用SET指令使所有的后续步对应的M置位,用RST指令使所有前级步对应的M复位。代表步M的控制电路都可用这一原则来编设,每一个转换对应一个这样的控制置位和复位的电路块,有多少个转换就有多少个这样的电路块,输出电路编写在其后面。
这种编设方法特别有规律,既容易掌握,又不容易出错。
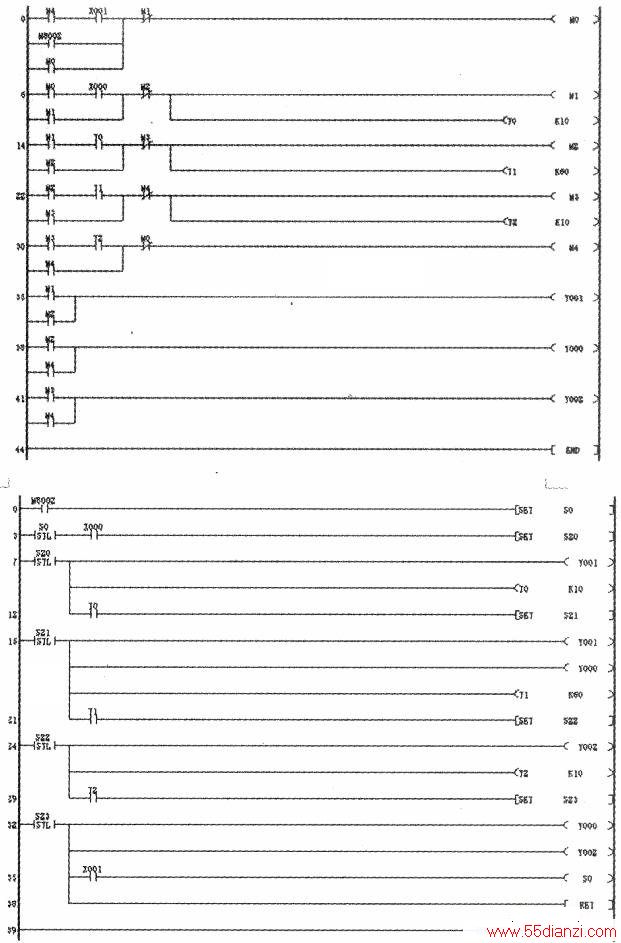
2.中图的编设特点
当某一步为活动步时,其对应的M为ON,某以转换实现时,该转换的后续步变为活动步,前级步变为不活动步,它只使用与触电和线圈有关的指令,关键是找出它的启动条件和停止条件,输出电路同样编写在其后。被控系统的初始步用初始化脉冲特殊辅助继电器M8002激活。
3.下图的编设特点
S与STL指令一起使用,STL指令可以生成流程和工作与SFC图接近的程序,SFC图中的每一步对应一小段程序,每一步与其他步是完全隔开的(由PLC的系统程序自动控制)。只要根据被控系统的控制要求,将这些程序段按一定的顺序组合在一起即可。最后用RET指令复位。关键是紧紧扣住STL触点驱动电路块的三个功能(对负载的驱动处理、指定转换条件和指定转换目标)即可。
根据教学体会总结其编设梯形图的要领是:首先应该将被控对象的工作特性(即一个工作周期的动作)分析透彻,正确画出SFC图,再根据SFC图多设计、反复修改、上机实际操作及调试,就能够得心应手地编出梯形图。
本文关键字:电动机 PLC工业控制,电器控制 - PLC工业控制
上一篇:用PLC控制胶带输送机的三种编程






