一、三台胶带输送机的控制要求
如右图所示,Jl、J2、J3顺序相连,按下起动按钮SB1,Jl、J2、J3顺序延时起动;按下停止按钮SB4(SB4可兼作J3的故障停止按钮),J3立即停车,J2、Jl逆序延时停车:当Jl发生故障,按下SB2,Jl、J2、J3立即停车:当J2发生故障,按下SB3,J2、J3立即停车,Jl延时停车,保证线上不余留物料。
二、三菱PLC外部接线
根据上述控制要求及考虑PLC的I/O外部特性(即I/O点数等),绘制其PLC的外部接线图,如下图所示。正常起动按钮SB1接XO端子,J1、J2、J3发生故障时的急停按钮SB2、SB3、SB4分别接Xl、X2、X3端子,手动复位型的热继电器的常开辅助触点FR1、FR2、FR3分别与SB2、SB3、SB4按钮并接,以实现对三台电动机的长期过载保护:交流接触器 KM1、KM2、KM3分别接在Y0、Yl、Y2端子控制JI、J2、J3的三台电动机。

三、SFC图及梯形图的编设
由控制要求可知,Jl、J2、J3正常工作及发生故障时的状态(即步)由初始步、正常起动Jl、顺序延时起动J2、顺序延时起动J3、正常(或故障)停止J3、逆序延时停止J2、逆序延时停止Jl六步组成,分别用PLC的通用辅助继电器(或状态继电器S0、S20~S24)M0、Ml~M5代表这六个步骤,如左图所示。PLC上电开始执行用户程序时,要求整个系统处于初始状态MO(SO),除MO(SO)之外的所有各步对应的动作应均为OFF。用区间复位指令将M1~M5(S20~S24)复位,在梯形图中用初始化脉冲M8002将MO(SO)首先置位,为实现转换做好准备。根据控制要求的需要使用4个l00ms定时器T0、Tl、T2、T3,其定时时间可视胶带的带长、带速确定。本文设定为8s。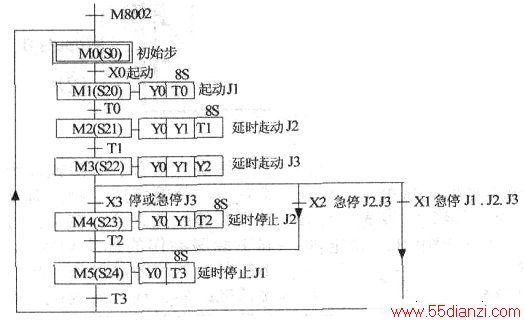
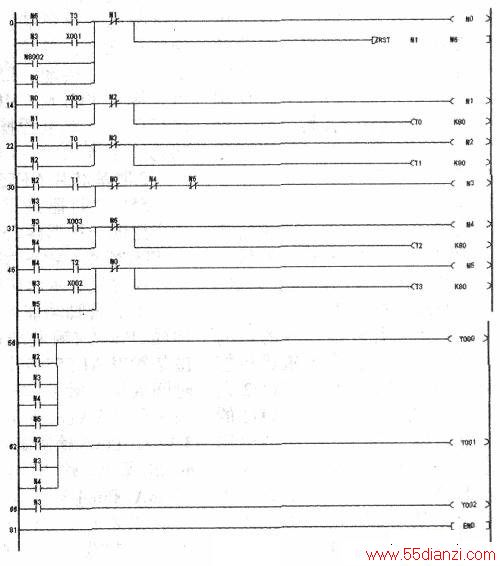
根据左图采用起保停电路、SET/RST指令及STL指令编设梯形图,如下图所示。
根据实际工作体会,要准确、合理的编设梯形图程序,需注意以下几点:
1.深入理解及掌握PLC的编程软件、基本逻辑指令及常用的功能指令的应用性能。
2.遵守PLC的编程语法规则,在编程时不致出语法错误。
3.详细分析被控系统的控制要求,准确确定I/O端子数,画出被控系统的SFC图及PLC的外部接线图。在确定一种梯形图的编设方法的基础上根据SFC图进行编程。
4.SFC图是编程的主要依据及基础,应尽可能准确和详细。梯形图与SFC图有明确的对应关系,有规律可探循。
5.多看、多编、多上机实践、反复修改及调试,才能编设出准确洽理的程序。

本文关键字:胶带输送机 PLC工业控制,电器控制 - PLC工业控制
上一篇:PLC实现LED数码管动态扫描






