在钢铁公司中,石灰窑产出的石灰一般供炼钢和烧结使用。气烧石灰窑是用气体燃料烧制石灰的炉窑,其具有下述几方面的优点:(1)气烧石灰窑节约能源,特别是用利用高炉剩余煤气和焦炉剩余煤气,以及其它各种工业炉剩余煤气是最大的能源节约和利用。
(2)有利环境保护,由于气烧窑没有固体燃料经燃烧后排放的大量有害气体,而且原来排放的煤气经燃料后也减少了向大气中排放污染,所以对环境保护非常有利。
(3)炉内温度均匀,煅烧石灰质量好。
气体燃料可在石灰石的所有空隙中燃烧,无死角,固体燃料很难做到,布料少有不均就会出现温度有高有低。由于气烧火焰均匀和又是同时放热,可做到快速燃烧和快速冷却,故石灰活性好。
福建三钢集团矿山公司现有气烧石灰竖窑五座,均有采用数据采集监控系统,已完成风气流量数据采集并传送至主控室。每座窑有入炉煤气、一次风、二次风各一路,煤气加压机、鼓风风机共计19台,并均已采用变频调速。入炉煤气由我司加压站的3台加压机统一提供,加压机二用一备,abbacs800、atv68及vt210s系列变频器各一台(1#加压机供1#―3#窑煤气,2#加压机供4#、5#窑,3#加压机为备用)。
气烧生产要求入炉煤气、空气量稳定,风气配比视气源不同保持定值,为确保稳定,较好改善气烧窑的生产及石灰的质量,现在原有软、硬件的基础上,增设一套s7-300plc控制系统,运用profibus总线完成五座窑的风气流量等数据采集,承担空气、煤气量比自动调节控制任务。根据生产工艺要求,操作员站输入入炉煤气量、空煤配比及一次、二次风量,系统从控制加压机、风机运行入手,建立闭环控制系统,分别去控制不同风机变频器,使入炉煤气与空气按指定量与比例配入(风气流量均采用pid调节)。
2 系统描述
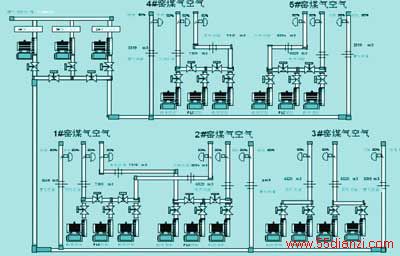
气烧煤气空气自动调节系统总画面如图1所示。
点击此处查看全部新闻图片
图1气烧煤气空气自动调节系统总画面(1)在本套控制系统,plc选用s7-300(6es7315-2ag10-0ab0),采用et200m主从站,profibus系统总线实行远距离信号传送与控制的方式。采用研华工控机piv2.6680gb,3.5"fd,cd-rom,512mbram,带usb口,19"lcd,WINOOWsnt操作系统。为了建立起清晰的网络构架,我们的控制系统通过5个独立的profibus-dp网络,分别采集和控制中控室设备、煤气站设备、1#2#窑设备、3#窑设备、4#5#窑设备。
各个profibus-dp网络与主plc的连接是通过西门子专用的处理器cp342-5来完成的,cp342-5的独立cpu可以使主plc的通讯处理量大幅度降低。
变频器的数据采集与指令下达是通过profibus-dp完成的,通过profibus-dp和cp312-5,变频器可以与plc之间完成读写操作。
wincc控制总画面如下:(2)控制方式变频器的主回路的合闸及分闸操作通过wincc画面操作,系统发出通电和断电指令;起停控制信号同样方式在主画面实现操作,然后通过plc发出信号;
本文关键字:控制系统 变频器维修,变频技术 - 变频器维修






