2 基于机电一体化的织机自动化系统成功案例
2.1张力控制变频收卷系统
纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都采用机械传动,但机械同轴传动的机械磨损是非常严重的,同轴传动部分的机械平均寿命基本上是一年左右,难于维护而且维护费用高,由于是连续性生产,设备开机后不允许中途停车,意外停车会造成巨大浪费。张力控制变频收卷系统可取代传统的机械传动系统,保证整个收卷过程稳定,避免小卷时张力过大,大卷启动时松纱的现象,该系统借助台达公司的变频器采用闭环矢量控制方案实现恒张力控制。为了保证恒张力,要求电对不同的操作过程要进行相应的转矩补偿。即在小卷启动的瞬间、加速、减速、停车和大卷启动时,要在不同卷经时进行不同的转矩补偿,保证收卷的整个过程中,避免小卷时张力过大;大卷启动时松纱的现象,
图1是单台张力控制变频收卷系统的结构框图。 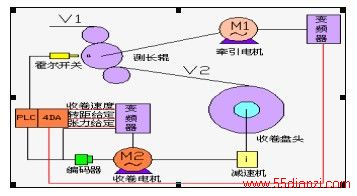
图1 系统构成及系统框图
该系统可满足以下工艺要求:在收卷的整个过程中都保持恒定的张力;在启动小卷时不会因张力过大而断纱,大卷启动时不会产生松纱,即使在加速、减速、停止的状态下也不会有上述情况出现;可量化设定张力大小并显示实际卷径的大小。
其优点在于:张力在人机界面上设定,人性化的操作;采用长远卷径递归、空心卷径激活时张力线性递加、张力锥度计算和转矩补偿动态调整等先进控制算法;卷径实时计算精确度高,保证了收卷电机输出转矩平滑性能好,由于在计算卷径时加入了卷径递归运算,在操作失误时可自己纠正卷径到正确值;收卷装置转动惯量大,当卷径由小变大,如果操作人员进行加速、减速、停车、再激活时极易造成爆纱、松纱现象,直接影响纱的质量,实施变频收卷改造后,系统收卷稳定,张力始终恒定;在传统机械传动收卷基础上改造成变频收卷,基本上不需对原有机械进行改造,两三天就能安装调试完成,非常简便而且造价低;克服了机械收卷对机械磨损的弊端,延长了机械的使用寿命,设备维护使用方便。值得注意的是该系统用工控机极易实现群控,进而实现管控一体化。
2.2帘子布织机电控系统
帘子布织机是剑杆织机的一个特类,除具有一般织机性能外有其特殊性。以往帘子布织机电控系统结构如下:主控部分采用单片机控制,包括主机采用离合器控制、显示部分一般采用LCD;送经/卷曲(包括大卷装)大部分采用机械联轴控制,即使采用变频控制,一般也只用模拟控制方案控制其中的某一部分,其缺点是:机械结构复杂,难于维修,通过机械实现传动;车速一般不是很快,一般在200转/分~350转/分;显示信息不完善、自动化程度不高。
采用以台达 ES型PLC、DOP-A型HIM、B/M型变频器构建的新颖电控系统,如图2所示。其创新主要体现于:主机采用台达 B型矢量型变频器控制,摆脱了传统的离合器控制模式,可实现主机电气无极调速功能;送经电机、卷曲电机、大卷装均采用台达 M型变频器控制;运用台达 MODBUS通讯协议构建主机、送经电机、卷曲电机、大卷装控制系统;摆脱了传统的模拟量控制;信号采集、处理采用台达ES型PLC作为CPU处理中心;显示采用台达人机界面,摆脱了传统的LCD模式。上述优点是传统织机控制系统无法比拟的:机械结构大大简单化;可高达450转/分,这是同类机种高不可攀的车速;主机采用变频控制,使织机车速可实现变频调速控制。
该系统实现工艺的逻辑有:快车、慢车、点动、机头布开车、紧经/松经、卷布/退布、正常停车、经停、纬停、纬停、计数到停车和急停等。由于系统主机、送经电机、卷曲电机、大卷转均采用变频控制,根据工艺和织物要求必须对其采用同步控制,即快车启动过程、调速过程、停车过程、点动过程、慢车过程、紧经/松经过程均要有相应的同步工艺控制要求,主机改变整机速度,纬密改变卷取速度,卷曲张力改变大卷装速度,送经张力改变送经速度。系统已在江苏泰州化纤厂投入使用,具有结构简单、操作方便、界面简洁、稳定可靠,成本低廉等特征,是传统控制系统的最佳替代产品。
2.3毛巾织机天经电气控制系统
毛巾织机是剑杆织机一种,它和普通剑杆织机的主要区别在于毛巾织机比普通剑杆织机多了一个经轴,即天经。由于是双经系统,其控制比一般织机的电控系统复杂,但毛巾织机天经相对来说又有一定的独立性和特殊性,独立性在于它其它控制部分之间只存在张力、纬密、速度、起停的同步,特殊性在于在
图2 帘子布之机电控箱内示图
整个运行过程中存在三个张力段、三个纬密,这和地经(普通织机的经轴)有着明显的区别。控制系统硬件均采用DELTA 自动化产品,EH型可编程控制器、ASD-A 型伺服控制器和TP04G文本显示,便于系统维护、升级。系统软件算法特点:以张力设定值为基准、以张力测量值为参考,通过速度来改变张力;当前速度为初始速度+脉冲增量速度+PID增量速度之和;脉冲速度增量权值和PID速度增量权值不是固定的,在不同的经直经值段是不一样的。毛巾织机天经电气控制系统的应用如图3所示。

图3 织机厂家毛巾织机一角
系统构架:硬件构架,TP04+EHPLC+ASD;软件构架,TP04+EHPLC。
该系统结构简单,操作方便,界面友好,整个系统采用台达自动化产品构成,系统性价比高,应用效果良好,受到客户认同。
2.4国产化剑杆织机电气控制系统
国外剑杆织机普遍采用微机群控系统实现电子选纬、电子多臂等控制,具有自诊断和数据采集管理等多种功能。现在国产织机主要是20世纪80年代国外机型的改进,大多采用商用微机,档次不一,相比之下,差距较大。近年来,国内众多厂家使用台达EHPLC为核心研制的剑杆织机电气控制系统大大缩短了这个差距,为了提高控制系统的可靠性,系统硬件采用台达公司的DVPEH3200TPLC,配置给公司的TD220中文文本界面。该系统人机界面的中文信息使操作维修变得方便快捷,可方便地设定各种织机工艺参数、选纬参数和生产管理数据,故障信息在接口上自动显示。软件系统可实现多种功能:如诊断保护、参数设定、数据保存、选纬等功能。该系统特点是:启动迅速,在第一次打纬时,织机车就可达到或接近正常运转速度,采用高压启动;制动平稳快捷,停车位置准确,有利于重新开车启动,响应时间快;操作方便,有正常启、制动功能,可实现某些特殊操作,如选纬工艺设定、点动、停手动、正反寻车等。
该系统具有结构简单、操作方便、接口简洁、运行稳定可靠和成本低廉等优点,在山东聊城剑杆织机投运效果令用户满意,是传统控制系统的最佳替代产品。
2.5三经轴重磅织机电控系统
重磅织机与一般织机的区别主要在于:其剑杆不是一般的绕性剑杆,而是刚性剑杆,它能完成一般织机无法做的事(如重磅织机能织玻璃纤纬产品),它的织物一般可以是牛仔布等重、厚织物,这是一般织机不能实现的。三经轴重磅织机是在一般重磅织机的基础上添加了两个天经轴、一个大卷装,其目的是实现客户需求双层布织物的功能。
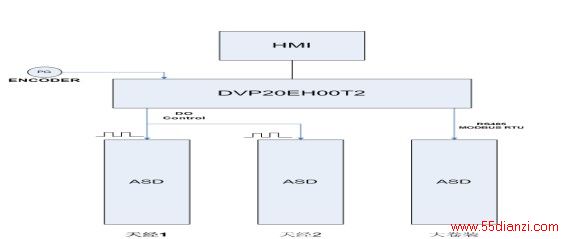
图4 系统构架图
三经轴重磅织机电控系统由主控和三经轴电控部分组成。主控部分实现对主轴控制,包括:点动、开车、经停、纬停等功能,由单片机+LCD完成。三经轴部分采用DELTA A型7.5人机界面、EH型20点可编程控制器(晶体管输出)、三台0.75KW A型交流伺服驱动器、一个360线增量型编码器组成。该系统以可编程控制器为CPU;以人机界面为参数设定接口界面;采用MODBUS协议对大卷装通讯控制;对两天经采用高速脉冲控制。系统构架如图4所示,三伺服分别控制1、2天经、大卷装设备;伺服1、2采用pt模式脉冲控制;大卷装伺服采用DELTA MODBUS RTU通讯控制(PLC为MASTER、大卷装伺服为SLAVER);编码器装在主轴上,用以测试角度;DVP20EH00T可编程控制器带有两路200KHZ脉冲输出端。人机部分界面主画面如图5 所示,该画面上部分用来处理送经角度、编码器角度、步骤设定;下部分画面主要用来设定1、2天经轴的每步骤速度大小;PLC以总步骤数来对1、2经轴速度轮流控制






