���״��ŷ�����ϵͳ�У��ɱ�̿�������PLC������ģ�黯�ṹ�����С���ɿ��Ըߣ�������/���ķ��㣬��������ǿ���õ��˹㷺Ӧ�á������ӹ�˾S7-200��PLC��������ʵ������/�������ϵ�ۺϣ���ʱ/ʱ����ѧ���㼰��ʱ�����ȹ��ܣ����������䴮�пڣ�RS485������λPC�����пڣ�RS232���Ĵ���ͨ�Ź��ܣ�����ֱ�ӽ����ϡ���λ��֮������ݴ��ͣ���λ����PC��������ʵʱ�ɼ��ŷ�����ϵͳ�У����豸��Ԫ�йز��Ե�״̬���Լ������Ͽر�����״̬��ͬʱPC��ͨ���ô��ڿ�ʵʱ��PLC���Ϳ���ָ�
��Ӧ��S7-200��PLC��PC����ͨ��ʱ����������RS232/RS485����ת�����⣬�Լ������ϡ���λ��ͨ��Ϊ��˫����һ�����ͣ���һ�����գ����ϡ���λ��֮�����/��������ͬ�����⣬�Լ��ŷ�����ϵͳ�У����豸��Ԫ���Ե�״̬�IJɼ��봦�����ѵ����⡣���½�����Щ�ѵ�����һһ���в�����
һ��PLC��PC��ͨ�Žӿ�
����PLC��PC���ڴ��нӿ��ϵIJ�ͬ��PLCΪRS485��PC��ΪRS232�����Dz��������ӹ�˾��RS232/RS485ͨ��ת������Ϊ�ϡ���λ��ͨ�ŵ�ת���ڡ�����RS485���ò�������ݴ��䣬��������Ϊ��λ���źţ��������������ǿ��
RS232/RS485����ͨ�ſ�ͼ��ͼ1��ʾ��

����S7-200��PLC���ɶ˿�ģʽ
S7-200��PLC������ͨ��ģʽ��һ��Ϊ��Ե㣨PPI��ͨ��Э�飬��һ��Ϊ���û���ȫ���ŵ����ɶ˿�ģʽ�������ɶ˿�ͨ��ģʽ�£�ͨ�Ŷ˿���ȫ���û����������ƣ�ͨ��Э��Ҳ���û��趨���ڸ�ģʽ�£�PLC��PC��Ϊ���ӹ�ϵ��PC��ʼ�մ���������λ����PLC���ڡ�RUN��״̬��ʱ��ͨ��������Ч����PLC���ڡ�STOP��״̬��ʱ��ͨ��������Ч��
�ڽ���ͨ��ǰ��Ӧ�����ȶ�PLC����ͨ�Ŷ˿ڽ��г�ʼ������S7-200��PLC��ʼ������ͨ�����������־λSMB30��ʵ�ֵģ���Ҫ���õIJ����У�ͨ�Ų����ʣ���żУ��λ������ֹͣλ���Լ�����/���͵��ֽ����ȡ�
S7-200��PLC��ר�ŵ����ݽ���/����ָ�����ֱ���н��ܣ�
1����������ָ���ʽ��XMT TABLE PORT
���У�����TABLE�д洢���͵���������n;TABLE+1Ϊ���͵ĵ�һ����Ч���ݣ�TABLE+2Ϊ���͵ĵڶ�����Ч���ݣ��Դ����ƣ�TABLE+n-1Ϊ���͵ĵ�n-1����Ч���ݣ�Ҳ�����һ�����ݣ���
PORTָ��ͨ�ſڣ��������Ϊ0�ڡ����ݴ洢��ʽ��ͼ2��ʾ��
![]()
�����ڷ�������ʱ�������־λSM4.5Ϊ0���������������ʱ��SM4.5Ϊ1������SM4.5��״̬���жϷ����Ƿ���ɡ�
2����������ָ���ʽ��RCV TABLE PORT
���У�����TABLE�洢���յ���������n+2��TABLE+2Ϊ���յĵ�һ����Ч���ݣ�TABLE+3Ϊ���յĵڶ�����Ч���ݣ��Դ����ƣ�TABLE+n+1Ϊ���յĵ�n����Ч���ݣ�Ҳ�����һ�����ݣ���
PORTָ��ͨ�ſڣ��������Ϊ0�ڡ�
���һ���ֽ����ݽ�����ϣ�PLC������һ���жϡ��û��ɽ����еĴ������������жϴ��������С�
���յ������ݸ�ʽ��ͼ3��ʾ��

��������ͨ�Ž���/����ͬ����ʽ���������֡��ź�
��ͼ1�У�����֪����RS485ֻ������������TxD��RxD����������ȿɷ������ݣ�Ҳ�ɽ������ݡ���ͨ��˫������ͬʱ����/�������ݣ���Ϊ��˫���ƣ���һ�����ڷ�������ʱ����һ�����봦�ڽ������ݣ���֮��Ȼ��
������Ӳ�������źţ����Dz������������֡��ź����������ݴ����ͬ�����Ա�֤PLC��PC��ͨ��ʱ��һ�����ڷ�������ʱ����һ�����ڽ������ݵ�״̬��ͼ4��ͼ5������PLC��PC��ͨ�ų�������ͼ��
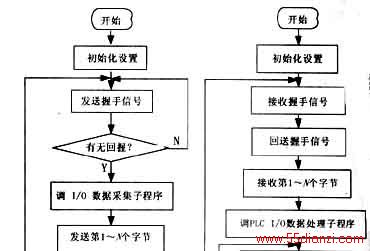
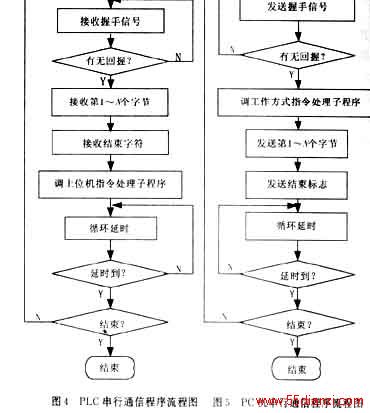
���˼�룺
PLC��������ǰ�����ȷ���һ���ֽڵġ����֡��źţ�PC���յ������֡��źź��ٽ��á����֡��źŻش���PLC��PLC���յ��ġ����֡��źŽ��бȽϣ�����ȷ����ʼ����n���ֽڵ����ݣ���ʱPC�����ڽ�������״̬���������źŲ���ȷ�������·��͡����֡��źţ�ֱ���յ���ȷ�ġ����֡��ź�Ϊֹ��
PLC�������ݣ�PC���������ݵ�ͬ���������ƣ�ͬ����У�ԡ����֡��źŵķ�������PLC��PC����ͬ����
�ġ�����
������Ƶ�PLC��PC������ͨ�ŷ�����ij�״������ŷ�����ϵͳ���ѻ���˳ɹ�Ӧ�á�Ŀǰ���豸�����ȶ����ɿ���Ӧ��������������������PLC��PC������ͨ�ŷ�������Ч���С�






