关键词 汽轮发电机;匝间短路;过电压保护
1概述
元宝山电厂1号汽轮发电机是CEM公司的产品,300MW,转子额定励磁电压311V,额定励磁电流3875A,转子线圈绝缘F级,2板14组线圈(每组线圈9匝,两端部为空心线,中部出风处为实心导线),冷却介质为300kPa压力的氢。本文介绍该转子曾发现短路27处,分析其原因,提出减少短路的措施,介绍转子回路过电压保护的改进方法。
2匝间短路原因分析
该转子线圈每匝导线有10个焊接头,匝间短路全部发生在两端部的中间焊接处。焊接处及附近有大小不一烧成的斑痕和小坑。两次大修检查出的匝间短路点,有80%集中在4号线圈和5号线圈的5~9匝之间。
转子线圈为F级绝缘,绝缘厚0.38mm,耐热性高,介电性能好,机械强度大,化学稳定性强,故性能不可能是造成匝间短路的根源。
转子绕组共126匝(14×9),每匝10个焊接头,共有1260个焊接头。每匝除两个上下匝过渡焊接头外,其余8个都在匝的中部。这些焊接头理应是下线前预制的,它们应该在焊好打磨光滑平整后才下线垫绝缘的,不应该有刺伤绝缘的毛刺或棱角。但是实际上发现该转子导线端部焊接头下表面有凹坑,联结焊接处有错口,焊口焊料不饱满,有些焊口有明显的凹凸不平、参差不齐现象,焊口打磨也不够光滑平整,甚至有金属小颗粒。这些制造时留下的缺陷,在运行中由于热交变应力和起动停机时转速变化的机械交变应力等作用,匝间绝缘被磨薄或磨穿,给匝间绝缘击穿创造了条件。
该发电机转子线圈上层6导线的电流密度为11.38A/mm2,下层3匝导线的电流密度为9.4A/mm2。上层导线的电流密度大于下层导线,上层导线接近护环处的通风路程又比下层导线长。电流密度大,通风条件又差,势必导致温升更高,这对焊接处机械强度的降低和绝缘的老化起着催化作用。
另外,高电压的冲击,也会使已受伤害的匝间绝缘遭受破坏而击穿。该发电机曾发生过两次出口母线短路事故和一次异步起动事故。尤其是1991年的异步起动,导致发电机转速升高达3150r/min,吸收无功负荷达310Mvar,当时转子绕组的温升和机械应力十分严峻。这些都是导致转子线圈匝间破坏直至短路的重要原因。
3减少匝间短路的措施
我们不知道法国CEM公司转子线圈焊接采用什么工艺,但从元宝山电厂1号发电机来看,焊接质量较差。此次该厂大修时转子线圈端部采用中频焊,电源频率为8000Hz,用204号焊条。焊接间隙小0.08mm。焊口预热到820~850℃,并除去氧化层。焊后打磨平整光滑。端部线圈焊接处改用0.5mm厚的F级绝缘垫,直线部分仍用0.38mm。直线部分匝间绝缘垫条和导线之间刷9140酚醛丁腈,贴好后放在烘箱内,以25℃/h的速度升温,加热到165℃时保温4h固化。完成下线并装好原有阻尼笼系统后,转子线圈通过1000~1300A直流电,在保证铜铁温差不超过30℃的情况下,将转子整体加热到150~160℃,保温24h进行烘焙固化。该机运行情况及检查结果证明大修焊接质量良好。
4HCK型过电压保护工作原理
同步发电机在失掉励磁异步运行,或在励磁状态下失步运行,或在定子遭受短路或非同期并网冲击等异常情况下,发电机转子绕组会感应出很高的交流电势。过去国内多采用间隙放电保护,但间隙甚难调整,影响动作电压的因素太多,放电后不易自动灭弧。以后改用磁吹避雷器,虽具有自灭弧性能,但磁吹避雷器容易发生爆炸,例如淮南洛河电厂1号机曾用FCL-0.75型磁吹避雷器,投运后3年中爆炸了10只避雷器。
元宝山1号发电机励磁电流系交流电经半导体整流器整流后提供转子回路的。整流器反向不导通,在交流负半周时,半导体整流管截止,相当于对转子绕组施加一个高电压。又因为发电机转子绕组电感很大,交流励磁电流由正半周过零转向负半周时,转子电流大幅度地变化,此时转子绕组中也会产生自感过电压。为了防止过电压,大型发电机转子回路都设有过电压保护。
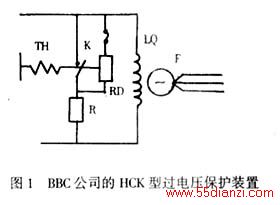
元宝山1号发电机转子回路采用瑞士BBC公司制造的HCK型过电压保护装置,见图1。当转子回路LQ发生过电压时,放电器FD被击穿,保险丝RD通过电流而熔断,牵动弹簧TH使开关K触头在5ms内闭合并旁路FD和RD。从图1可以看出HCK型过电压保护装置能防止转子回路过电压,但它的主要缺点是,一旦过电压动作后,就不能自动恢复,必须停机复原。运行中发生一次转子过电压动作后,在停机处理前,转子回路LQ上电压的大小只能通过电阻R上的压降来决定,放电器FD不再起作用了。此时,HCK型过电压保护装置实际上已失去了过电压保护的功能。
5ASLG型过电压保护装置的改进
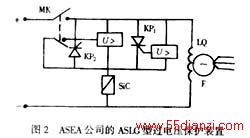
合肥中国科学院等离子体所用该所研制的氧化锌(ZnO)压敏电阻代替图2中的SiC压敏电阻既解决了自动复原问题,也使功耗大为减少。
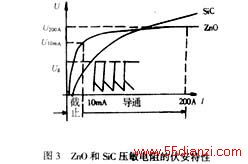
从图3可以看出ZnO压敏电阻的伏安特性明显优于SiC。图3中,U10mA为10mA电流时的残压,U200A /U10mA=K,称为“残压比”,等离子体所ZnO压敏电阻的K小于1.6。Ug为压敏电阻工作电压峰值,Ug/U10mA=S1称为“荷电率”,S的大小决定压敏电阻的老化寿命。等离子体所的ZnO压敏电阻在40℃下,当S≤0.7时,寿命≥80年;当S>0.7时,寿命将会急剧缩短,故S是一项重要的质量参数。
采用交直流励磁的汽轮发电机,转子的工作电压Ug较低,能满足S<0.6的要求,可采用ZnO压敏电阻直接跨接。为了防止个别支路中的ZnO在异常情况下被击穿,每一支路中都串联一只熔断器TRD。此方案简单可靠,已在清河、通辽、谏璧、杨柳青等电厂运行多年,情况良好。故建议类似元宝山1号机的过电压保护装置改用等离子体所的ZnO压敏电阻的ASLG改进型的保护方案。
6选择ZnO压敏电阻应注意的问题
采用上述改进方案时,根据什么来选择ZnO压敏电阻就显得非常重要。我国压敏电阻生产厂不少于100家,型号品种则更多,选择压敏电阻时要考虑其压敏电压、残压、通流容量、高温负荷耐久性等方面,要求安全可靠,寿命长。
6.1压敏电阻
压敏电压U选择得正确与否,对压敏电阻元件能否长期可靠运行关系甚大。U即压敏电阻的标称电压,一般生产厂以U
本文关键字:元宝山 电工文摘,电工技术 - 电工文摘






