当压机联通超压时,被选定的程序设定曲线的数据,通过DDE动态数据交换方式传送给工控组态软件,作为压力和功率自动控制系统的设定值。
4.4主要参数显示及调整画面
系统主要参数显示及调整画面见图4。该画面的左上部显示合成时间;右边为趋势记录曲线;画面中间为压机参数调整按钮,分别可调整三活缸起始位、空程前进停锤位、充液停锤位及合成位;画面左上部显示六缸的位移棒图,位移棒图的下面为工步显示;左下部是工艺参数的设定值、微调值、实时值;画面底部一行显示各泵、电磁阀的运行状态。
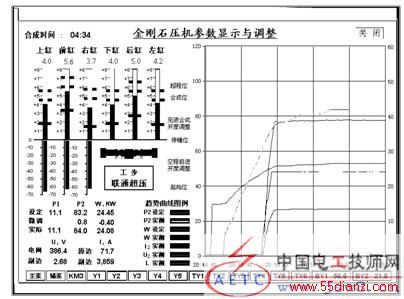
图4 参数显示及调整画面
5.结论
本文作者创新点: 1.采用电液比例控制技术,实现液压系统压力、超高压压力及六缸位移的连续控制;2.提出新型控制算法,利用六面顶金刚石压机系统油缸的单向容量特性,精确实现无超调、无余差的六缸定位控制及充液同步控制;3.采用可视化编程语言编程生成工艺曲线设定模块,每条曲线最多可由15段折线组成,设定曲线图形所见即所得。
经现场测试及用户长时间的使用表明,本系统人机界面良好,运行数据显示及图形画面丰富,操作监控方便,各缸定位控制精度高,联通超压阶段能精确跟踪压力、功率程序设定曲线,保证了合成金钢石的品级并显著降低了锤耗。根据河南某超硬金属材料公司测算,使用本控制系统后,压机顶锤的使用寿命由一般压制合成块3000余块/锤・套延长至9000余块/锤・套,每台压机每年可节省顶锤5~6套,节约成本约4万元,一个拥有100台压机的中型人造金刚石生产企业每年可节约400万元。
参考文献
[1] 王玲,赵明光.纤维缠绕机的计算机控制系统设计[J],微计算机信息,2006,11S: 126-127,108
[2] 莫金海,李海标.人造金刚石压机智能化压力测控系统设计仪[J]. 仪器仪表学报, 2006, 27(6):493-495
[3] 姜荣华,郑利敏.六面顶金刚石压机加热电源智能化研究[J]. 超硬材料工程, 2005, 17 (6): 24-28
[4] 朱凌云,吕承康,何端阳.人造金刚石合成工艺的智能控制[J].工业仪表与自动化装置, 2005, 6: 27-29
[5] 路甬祥.电液比例控制技术[M].机械工业出版社,北京,1988
[6] 周车晨,赵国权.金刚石合成工艺[M].机械工业出版社, 北京, 1998
[7] 孙世荣,袁启昌. 一种人造金刚石压机六缸定位控制方法[P]. ZL200310106067.5
[8] 方啸虎等. 新型大压机制造中若干问题的探讨. 磨料磨具通讯. 2002,12:1-4
上一篇:石油平台水处理DS系统研究探讨






