1 CNC-800M系统的特性和被加工机件的结构、工艺特点
Numeripath CNC-800M是美国吉廷斯•路易思(Giddings&Lewislne.)公司使用在PC--50等镗铣加工中心上的一种计算机控制系统,其功能强大,控制精确、方便,公制、时制尺寸模式可任选,分辨率为0.001mm(英制为0.0001”)。
该系统的特点可用绝对坐标指令或增量尺寸指令;直接输入转速S、进给速度9(r/min或mm/min)的数值;可进行直线插补或圆插补;可原点偏移;系统中有加工程序存储器(PPS),程序可通过穿孔纸带或操作键盘输入到PPS中,并可编辑,能存储1750个程序段,各轴向最大可编程的数值为99999.999mm(英制为99999.9999”);刀具长度可存人刀具存储单元,在编程中不必把刀具尺寸与零件尺寸相加;有99种刀具的长度和半径两个方向补偿功能;可自动或手动工作。
Numeripath CNC-800M系统主要用于壳体零件的加工,而壳体零件结构复杂、壁薄,被加工面多,精度要求高,生产周期长,加工量大,是机器和部件的基础零件。
壳体零件主要加工表面是一些精密平面和精密轴孔,通常平面的加工精度较易保证,而精度要求较高的支承孔,以及孔和孔、孔和平面之间的相互位置精度则不易保证,所以主要孔的加工是壳体加工考虑的重点,也是一般壳体加工的工艺特点。
壳体零件加工程序,比其它零件的加工程序要复杂得多,程序中要对零件加工的全部工艺过程、工序工步、走刀路线、刀具形状、切削参数、位移数据等,都必须有很详细的规定。编程人员必须对所用的机床和控制系统,以及各种指令代码格式都非常熟悉,具备必要的数学运算能力,而且还必须具备机械加工工艺知识和经验,能对零件加工的工艺过程作全面的分析和考虑。
2 编程技巧
2.1 工序相对集中
NumeripathCNC-800M系统控制的加工中心是可以实现钻孔、镗孔、铣削、铰孔、攻丝等加工的多功能自动机床,设备本身就是按工序集中、先面后孔、先基准后其它的加工原则设计的,编程时就要体现这个原则。壳体零件结构复杂,加工面多,而且要从多个方向完成加工,为了避免程序过长,方便操作,一般把加工一个方向上的所有要素作为一个程序,完成多部位、多要素加工。编程时合理采用工序集中的原则,可减少空程,提高效率。
对粗加工和半精加工,以提高效率为主,尽量按刀具集中工序,用一把刀加工完所使用该刀加工的部位,然后再换第二把刀,以减少换刀次数,减少空程时间;零件进行最后的精加工,则以保证精度为主,尽量考虑按加工部位集中工序。
2.2 粗、精分阶段加工
壳体零件的毛坯一般为铸件,其总体加工方案可以有两种考虑:一种是毛坯经时效处理后直接上加工中心,先粗后精,全部在加工中心上完成,充分发挥机床的高效能;另一种是采用粗、精分阶段加工,粗加工在普通机床上加工,再转热处理时效,然后上加工中心进行精加工。
壳体零件一般内腔结构复杂,壁薄,容易产生变形,粗加工后进行时效,可以消除粗加工切削应力,减少变形,保证精密孔的精度质量;铸件毛坯误差大,加工余量不均匀,编程困难,不适宜在加工中心上加工;经粗加工的毛坯,余量较小,分布均匀,有利于编程,安排在加工中心自动加工,更能发挥自动设备的精密和高效的功能。因此,采用后一种方案,粗、精分阶段加工。这样处理,在当前数控机床较少的情况下,可减轻加工中心负担,有利于先进设备的精度保持。
2.3 大孔高效粗加工
壳体一般有很多尺寸不同的的大轴孔,这些孔数量很多,结构不一,若按常规分粗镗、半精镗、精镗加工,则需要大量不同规格和品种的刀具,而且换刀频繁,增加了很多空程时间。如用原始的手工调整刀头的方法,则费时费工,效率低,质量也无法保证。编程时可以考虑以铣代镗,利用Numeripath CNC-800M系统的圆插补功能,只需选用很少的几种规格的圆柱铣刀,如先进的高速切削刀具玉米铣刀,就可以完成所有较大孔的粗加工,非常经济高效。一般机壳上除部分小孔和深孔外,尺寸较大的孔都可以用这种方法。在加工同轴线上阶梯孔时,如果台肩比较大,精镗孔后再刮平台肩比较困难,且易划伤镗过的孔,出质量问题,这时,也可以采用以铣代镗。同样,在加工内环槽时,也可用此法,选择合适的片铣刀加工。
以铣代镗加工较大孔时,按经验采用“三圆弧插补法”铣内圆,刀具的切人、退出都用一段与孔圆相切的圆弧,避免孔过切,有利于保证加工质量。如图1所示少500mm内孔的加工,就采用“三圆弧插补法”,其中切深46mm,用φ80mm的玉米铣刀,刀具的切人、退出圆弧为R100mm。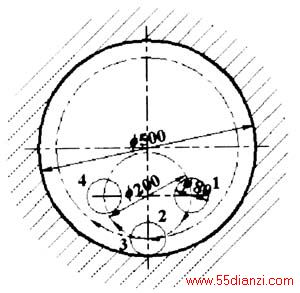
图1 “三圆弧插补法”铣内圆
程序清单:
N10 G W500.0 (移动工作台准备上刀)
N20 G M6 T1 H1 F360 S350
N30 G Z M12
N40 G Xl00.0 Y-110.0 (位置1)
N50 G W-46.0 (进JJ46)
N60 G02 X Y-210.0 I100.0 J M3 CA2(圆弧切入,路径1-2)
N70 G02 X Y-210.0 IJ-210.0(加工φ500,路径3-3)
N80 G02 X Y-110.0 IJ-100.0(圆弧切出,路径3-4)
2.4 熟练掌握零位跟踪
Numeripath CNC-800M系统利用零位跟踪来控制共轴线轴(W/Z),自动跟踪这两个轴的运动,并计算出轴相对零件基准点的位置。
Z轴通常选用主轴的端面为其基点,钻、铰、攻丝、扩孔、划窝等加工一般采用Z轴运动完成,这一过程中刀具受力主要是轴向力,径向尺寸较小,用Z轴方便且高效。
W轴基点是零件上的一个面,通常是一个较大的端面,镗、铣等加工一般采用由W轴运动完成,即主轴轴向不动,零件移动,保证刀具的刚度,从而保证孔的形状精度。
W/Z轴表示主轴端面和零件基准面间的相对距离,除实际距离外,还受刀具补偿指令H和原点偏移指令P影响。当W/Z为正时,表示刀尖至零件基准面间的距离,为负时,表示刀尖进入零件基准面间的距离。
零位跟踪的W指令和Z指令是编程中的一个重点和难点,不易掌握,下面用图2来对照说明不同的W指令和Z指令产生的机床运动结果,以便于正确理解W指令和Z指令的作用。该理解方法在培训现场编程过程中使用,效果显著。
图2 不同W和Z指令运动结果对照
程序清单:
(找正,定基准)
N10 G X Y W+250.0P Tl H1(选择刀具)
N20 G Z Ml6 M12 (装刀)
N30 G W+1.0 (移动工作台,留空1)
N40 G1 W-75.0FSM3 (工进75)
N5O G W+1.0 (移动工作台,留空1)
N60 G Y (主轴箱上移)
N70 G P-125.0Z+1.0H1 (进刀)
N80 G1 W-75.0 (工进75)
N90 G W+250.0 P (工作台后退)
N100 G Z Ml2 (卸刀)
N110 G W P T H M6 (复位,结束)
2.5 精密孔的精加工
精密孔的精加工,一般用在对刀仪上调好尺寸的精镗刀加工,而小孔用绞刀绞成,大孔用数孔镗头。NumeripathCNC-800M系统支持的数孔镗头属于机床重要附件,常见的为CH系列,如CH-8、CH-16等。数孔镗头装在主轴套筒上,由系统的计算机控制,利用W轴(机床工作台)的线性运动和Z轴(刀具的径向运动)进行加工。
加工同轴线上的几个精密孔时,为了保证同轴度,有意安排手动换刀,而不自动换刀,以避免自动换刀时坐标变化,消除重复定位误差。
加工孔距精度要求较高的一组孔时,为了提高定位精度,可采用单向定位编程法。以避免机床传动系统误差或测量误差对定位精度的影响;同时,移位速度要低,以减小惯性对定位的影响。
3 结论
以上介绍了使用Numeripath CNC-800M系统编程的一些工艺处理和编程技巧,采用这些方法,可以简化程序、减少空程时间、减少刀具数量,有利于充分发挥系统的效率。
本文关键字:技巧 电工文摘,电工技术 - 电工文摘






