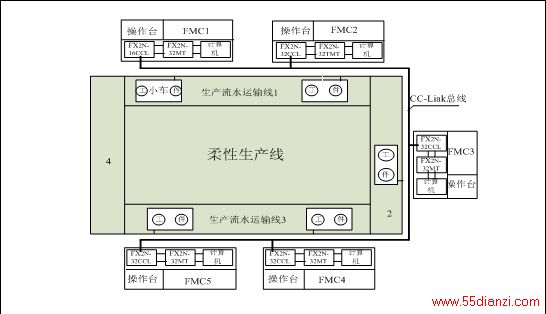
柔性生产线系统的组成,以环行传送生产线为中心将原料供应、气动加工、组装加工、检测单元、仓储码放,五个柔性加工单元FMC。如图1
每个加工单元都自成系统;有控制台、计算机、PLC、对步进电机和气缸进性控制。在控制台上都画出加工单元的控制信息图,标识出信息点的位置、功能、信息类型等,以便了解控制之间的相互关系,使学习者对本单元能直观了解控制要求和连接控制线路。
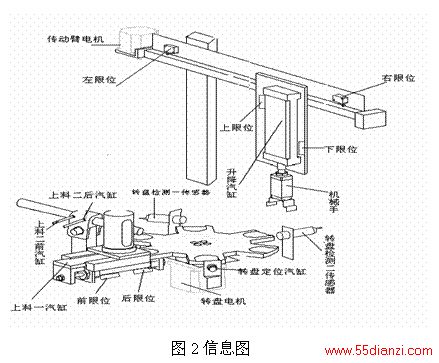
1. 信息图的作用每个单元控制对象不同,控制方式不同。因此信息图也是不同的。信息图是将控制功能、控制动作用图画及控制点进行标注。同时将单元与控制相关的位与点标明,使学习者明确控制的要求便于编写程序。(图2)
2. 单元之间的控制信息联接柔性生产线系统由两台变速电机和两台同步电机组成的环行传送生产线。在传送生产线上有运送工件的小车,各个加工单元的定位由传感器检测,当检测到小车后。由电磁开关和定位气缸将运送工件的小车定位后由本单元的机械手将小车上的工件取下送到加工的工位。当本单元完成加工任务后再送回到小车,定位的电磁开关、定位气缸复位,完成本单元的加工任务由生产线送到下一个单元。
3. 现场总线结构Fieldbus
柔性生产线各单元控制单元是由有控制台、计算机、FX2N-32MT的PLC组成。它们之间由CC―Link现场总线,FX2N-16CCL-M(2) 为主站通信模块、FX2N-32CCL-M(2) 为从站通信模块、CC-Link专用电缆(2)将一个主站与四个从站的FMC单元组成网络,实现柔性生产线PLC对PLC通信。二、各单元的特性柔性生产线各单元的设计是根据加工零件的整套工艺而设计的。各单元可以独立加工,又可根据加工零件的要求进行组和。因此,各单元都有其特点的,在设计电气控制时认清其特点就易于掌握。1. 供料单元FMC 供料单元见(图2)有两台步进电机与步进电机驱动器、一个PLC、四个气缸、一个机械手、两个传感器、一个电源模块。完成的功能;将工件由料仓送到转盘,转盘转动一定的角度后,将钢珠送到工件上,转盘再转到机械手的下方,由机械手将工件抓起运到生产线上的小车,送到下一工序。 本单元的特点由PLC作为主控,控制的重点有;A.有两个定位;一个是转盘的定位,有三次定位,料仓送到转盘后、第二次转盘转到钢珠工位、最后转到机械手下。另一个是小车的定位。B.驱动和检测,步进电机传动的角度与步进电机运行的速度和精度的控制和传感器的检测。C.气缸控制,机械手抓工件、上下运动、定位都是由气缸完成的。2. 气动加工单元FMC 本单元有一台步进电机与步进电机驱动器、一个PLC、三个气缸、一个机械手、两个传感器、一个电源模块。完成的功能;将生产线上小车的工件抓起运到工作台上,再由气缸送到气动冲压工位下加工,冲压后的工件由机械手运送到传感器处进行检测,当钢珠压进工件后,将工件送回生产线上的小车。气动加工的特点;对工件的气动冲压与传感器的检测。都是三维动作控制、与传感器检测信号的判断。3. 组装单元FMC组装单元的控制,有两台步进电机与步进电机驱动器、一个PLC、四个气缸、两个传感器、一个电源模块。完成的功能;将料仓工件盒抓取到工作台上,第二步将生产线上的小车装的工件抓取放到工件盒中,第三步将另一个料仓的工件上盖抓取到放在盒上,完成组装后把组装后的盒再放回生产线上的小车。组装的特点;定位、检测信号的判断、步进电机的控制。4. 检测单元FMC检测单元;有两台步进电机与步进电机驱动器、一台伺服电机与伺服驱动器、一个定位模块、一个PLC、一个气缸、一个机械手、两个传感器、一个电源模块。完成的功能,将生产线上的小车装的工件,抓取到检测传感器上方进行检测,不合格的放到废品台上,合格的放到回小车,送到下一工序。检测单元的特点;X、Y方向的动作都由步进电机驱动器,Z轴由伺服电机驱动,定位检测的控制精度。5.存储单元FMC本存储单元;有一台步进电机与步进电机驱动器、一个变速电机、一个变频器、一个PLC、一个气缸、一个机械手、一个电源模块。完成的功能,将生产线上的小车装的工件,抓取送到仓库的货架排放整齐。存储单元的特点;按货架的层次和排序,整齐放好工件。6.环形生产线有两台变速电机、两台变频器、两台步进电机。完成生产流水运输线,使小车循环运行。三、柔性生产线系统实训的功能该系统是一套实训教学系统的设备它涉及到,电力拖动、PLC、变频器、传感器、现场总线、步进电机、伺服电机、气动控制技术、和机械传动技术等多项技术的综合。为学生提供了课程设计、毕业设计、技能的提高。1. 程序设计PLC在PLC学习中按程序直接控制设备运动,观查程序的可靠性,提高编程的技能。(1)编程驱动步进电机、伺服电机的程序,按驱动的速度和变速的要求,进行一维、两维、三维的时和实时控制。(2)PLC与PLC之间的通信,PLC与变频器之间的通信程序设计。2.网络实训的功能该系统可以进行CC―Link网络实训,通过主站模块与远程网络模块实现CC―Link网络之间的通信;还可通过变频器通信模块、传感器通信模块等实现PLC与变频器、传感器等的CC―Link通信。用RS485进行网络实训。系统可以通过FX2N―485―BD(3)模块,实现PLC与PLC之间1:1和1:N的网络通信,也可实现PLC与变频器之间的485网络通信。3.实训操作台实训操作台包括了各种控制电器、信息分布图、信号源及输出信号端子等(图1)。能使学生较快的掌握系统控制点的布局,能很方便地进行控制联接、编程、调试的操作。控制电器有计算机、FX





