在工业生产中,有很多生产设备是根据某种特定要求而设计制造的,例如,动力头、机械手、各种各样的非标设备和生产线专用的机械等。这些工业专用的设备是机械、电动、气动、液压、和
电气控制相结合的一体化产品,它们的共同特点是
自动化程度高,半自动化或全自动化的完成特定的控制任务,无须人的干预。从控制角度来看,它们基本上都属于顺序控制系统,有的是单流程顺序控制,有的是有分支的顺序控制。因此,都可以成为
PLC的应用控制对象。
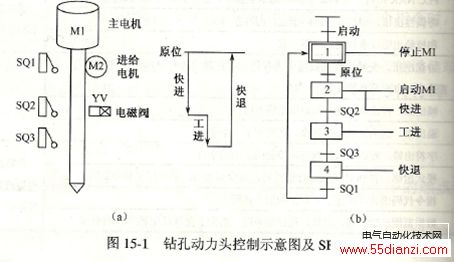
图中,M1为主电机,M2为钻头快进快退电机, YV为钻头工进电磁阀。其控制原理与控制流程要求如图 15-1(a)所示,顺序控制流程如图15-1 (b)所示,控制流程比较简单。
钻孔动力头
虽然简单,但却可以说明以它为代表的工业自动化专用生产设备的控制方向,下面分别予以介绍。
1)原点回归工作方式
原点是指设备的最初机械位置,一般的设备都是从原点开始作为一个控制周期的出发点,实际生产中,如果在工作过程中发生了断电等特殊情况,控制可能会停留在中途位置,等到来电时,也需要一个回原点的控制方式。
在机械设备中,原点大多以位置的开关信号表示,有的还要考虑到执行元件的状态情况,例如,压力等模拟量参数是否到达,各执行器是否处于复位状态等。
在本例中,原点是指钻孔起始位置,这时,钻杆没有任何进给,限位开关SQ1受压闭合,很明显,如果设备在三维空间运动,原点至少有三个方向的限位开关表示。
如果设备不处于原点位置,则必须通过回原点的程序使设备回到原点位置。
2) 手动控制模式
手动是指用手按动按钮使控制流程中各个执行器负载能单独接通和断开。
在机械设备中,手动方式也是一神不可缺少的工作方式。在正式生产前,可以用于动试各个负载否能正常工作。在部分设备中,中途停止时,可以用手动方式继续完成一个周期的工作等。
在本例中,手动是指对主电机M1、进给电机M2和工步进给电磁阀YV的控制。单独手动时,除了实验负载是否正常工作外,还要试验是否能完成控制动作要求。
3)单步运行模式
单步运行是指在顺序控制中,每次按动一次按钮,控制运行就前进一个状态工步。在正常生产中,这个是没有必要的工作模式,但是对设备进行调试非常必要的。
单步运行时主要是观察控制顺序是否正常,每个状况工步内的动作是否符合要求,状态是否正确转移等。
4)单周期运行工作模式
单周期是指仅运行一个工作用期,例如,本例中,如果一个工件钻孔完毕,必须用人工进行装卸,则只能运行一个周期回到原位等待启动指令,所以,单周期运行是一种半自动工作模式。
在单周期运行期间,若中途按下停止按钮,则停止运动,若再按启动按钮,应从断开处 继续运行,直到完成一个工作周期为止。
5)自动运行模式
如果把半自动运行工作方式中的人工卸料换成由设备自动进行装卸料(当然要中增加设备机构,还要改变控制流程),就变成了反复循环运行的自动工作模式。
和半自动不一样,若在中途按下停止按钮,则会继续完成一个工作周期回到原点才停止。
这里是以钻孔动力头为例来说明自动化生产设备的五种工作方式。实际上并不是所有的设备都需要多种工作方式的,简单设备仅需要半自动或全自动化工作方式。
本文关键字:自动化设备 电工基础,电工技术 - 电工基础






