
图3 包装后药片的整齐有序排列
2)预热成型装置
预热成型装置由上、下加热板、成型模具等部件构成,配合气动装置完成包装机的主要工序――包装成型。基于热塑原理,通过台达温控器模块DTC1000稳定的温度控制和正压吹气工序可使PVC材料在热塑温度范围内预热成型,将药片封装在铝箔和PVC之间形成泡罩,预热成型装置如图4所示。
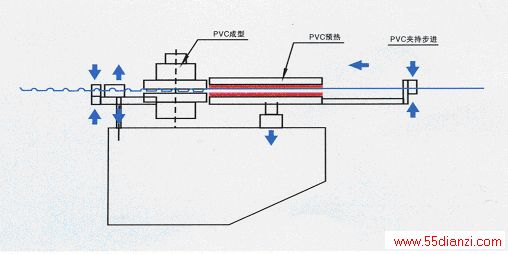
图4 预热成型装置示意图
3)PVC放卷及步进装置
该设备具有PVC和铝箔两个被动放卷装置,由主电机提供动力为包装成型提供材料。PVC步进装置则是除了预热成型装置外的另一个重要设备。PVC采用步进方式,在PVC加热板之前和成型台之后由于采用双夹持步进,可防止在加热区内已经被加热软化的PVC片由于受快速牵拉移动而造成拉伸变形,影响泡罩质量。PVC下加热板随着成型台模具的上下运动并作相应的间歇运动,当PVC夹持移动时下加热板处于下止点(上下加热板有间隙),可减少PVC与加热板接触,使PVC不粘片。
4)热封及冲裁
热封及冲裁是包装机的最后工序,当药片已封装在泡罩内,通过热封和冲裁后正式变成板式成品。热压辊加热器的温度控制准确,热封方式为辊式连续工作,以利提高包装效率。采用无废料横边冲裁可以节省包装材料,冲裁前采用推板式步进方式,以使板块平整并方便调整。
5) 电气控制
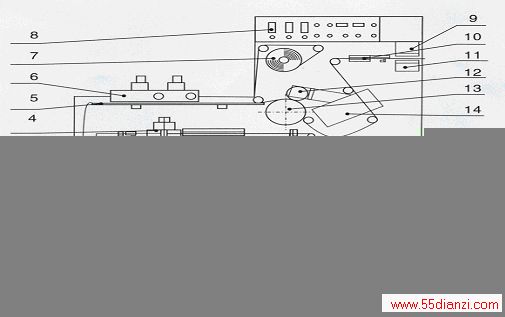
电气控制部分选用台达变频器、PLC、触摸屏及温控器模块构成电气控制系统,并配以多个光电传感器作为检测,各部件的有机组合,使控制精度及工作效率大大提高。用触摸屏作为人机对话的窗口,可以方便地对设备参数进行设置,能显示系统的相关运行参数值及检测状态,可对异常警报进行判断处理,方便管理,由PLC系统控制整个设备的协调高速运行。实际电气控制系统如图5所示。

图5 实际电气控制系统图
3 电气控制系统
3.1 系统配置及说明
高速泡罩包装机采用的电气配置:DOP-A57CSTD,5.7” 触摸屏,256色,分辨率为320×240;DVP-12SA00R,8入/4出PLC主机;DVP-08SN,8点输出扩展;VFD015M43A,变频器;DTC1000,模块化温控器。系统结构及原理图如图6所示。变频器、模块化温控器与PLC通过RS485串行网络连接到系统,PLC与触摸屏通过RS232交换数据。
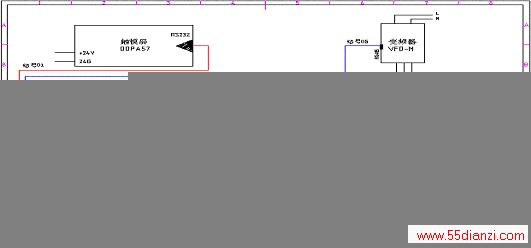
图6 泡罩包装机电气原理图
3.2 触摸屏设计
采用台达彩色5.7寸触摸屏,具有色彩丰富,分辨率高,高速CPU可使页面切换更流畅,通讯速度更快,能够很好地满足现场使用。在程序中设置了工作画面、设备调试、系统参数设定、故障诊断等画面,使整个设备操作简单易懂,操作方便,工作画面如图7所示。

图7工作画面
图8为为系统主画面,在主画面上可完成3组温度控制的显示与调整,以及主电机、吸尘器、热封、上料等各部分的操作。

图8 系统主画面
系统参数设定画面如图9所示。在该画面中可以设置与系统运行相关的各种参数,包括上加热板温度、下加热板温度、热封温度,以及对计数系数、夹持时间、是否上料等的设定。
上一篇:模板印刷机的选择策略






