1、概述
洛阳实华化纤厂新上的三条涤纶短纤维生产线,设计规模为年产五万/条。每条涤纶短纤维生产线主要包括联苯锅炉加热系统,熔体输送系统,纺丝计量泵系统,七辊卷绕系统,气流输送盛丝桶往复机伺服系统以及后加工处理生产线。
在大容量涤纶纺丝生产线中,聚合系统启动运行时,将源源不断的聚合物---熔体直接送至纺丝部分,纺丝部分计量泵系统将聚合系统输送过来的熔体原料经过计量泵,挤出合格原丝送到卷绕系统,整个系统的设计必须安全可靠,质量必须满足用户要求,其控制系统也必须可靠,先进,实现纺丝生产不停机(除检修外),尽量减少废丝量。由于生产大容量大,系统分布多,如果哪个系统发生故障将造成巨大损失。为了防止系统发生故障将造成巨大损失,减少系统运转维护人员,洛阳实华化纤厂新上的三条涤纶短纤维生产线前纺控制系统采用冗余系统设计。
2、工艺简介及系统控制内容
熔体直接纺大容量涤纶纺丝生产线的工艺流程:熔体增压泵---熔体输送管---纺丝箱体---计量泵---中心内环吹装置---卷绕机---牵引机---喂入机---盛丝桶往复机。本联合机分三条线,每条线含6个纺丝箱,36个纺丝位,每个纺丝位配置一台高精度的计量泵,共计108个纺丝位。熔体经过增压泵增压后由熔体输送管直接将熔体输送至纺丝箱,经计量泵计量后由喷丝板喷出,通过中心内环吹装置,受空气冷却固化后进入卷绕机,各纺丝位丝束经过上油装置后进入牵引机,再由喂入机送入盛丝桶往复机。
纺丝系统主要包括:联苯锅炉加热系统,熔体输送系统,纺丝计量泵系统,七辊卷绕系统,气流输送盛丝桶往复机伺服系统。
2.1联苯锅炉加热系统
联苯锅炉加热系统提供熔体输送过程及纺丝过程热量,保证工艺要求的需要。
2.2熔体输送系统
通过增压泵增压后,直接将熔体输送至纺丝箱纺丝。
2.3纺丝计量泵系统
将熔体原料经过计量泵后由喷丝板喷出,通过中心内环吹装置,受空气冷却固化形成合格原丝。
2.4七辊卷绕系统
按工艺要求,将合格原丝进行预处理。
2.5气流输送盛丝桶往复机伺服系统
将卷绕系统送出来的丝束通过气流输送,源源不断的送入盛丝桶中,为丝的后加工处理生产做好准备。
3、系统设计
根据工艺要求,遵循集中管理、分散控制、安全可靠、技术先进的理念,设计了由计算机、S7-400H冗余PLC、现场仪表组成的多级的、开放的、模块化的、实时多任务的集散型的数据采集和监控系统。该计算机监控系统由管理层和控制层两部分组成,控制层由集中控制站S7-400H,六套分布式远程I/O站支持热插拔,一套S7-300控制站及若干S7-200站组成,管理层由WINCC组态软件,工业以太环网组成,实现纺丝系统全厂设备及生产数据的集中管理,分散控制。
系统中每条纺丝线通过36台变频器控制36台计量泵,变频器选用西门子MM440产品,采用PROFIBUS-DP总线,通过Y-LINK联到CPU414-4H冗余的PROFIBUS-DP网络。变频器可以本地控制,也可以通讯控制,通过一个转换旋钮联到变频器输入端,利用西门子变频器的BICO功能进行控制功能切换。对单台(单个)纺丝位而言,在通讯设定失败后,可以采用本地面板操作方式。
单个的七辊卷绕及气流输送盛丝桶往复机伺服系统由一台S7-300 PLC控制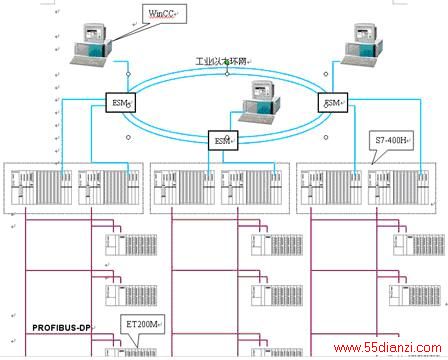
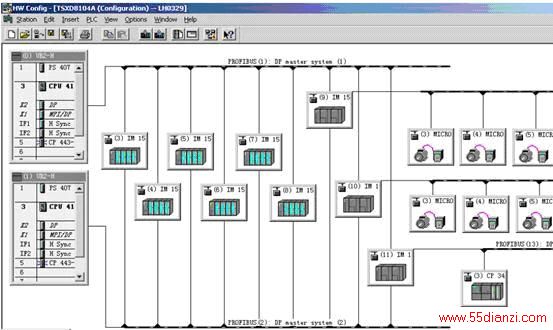 单条线含一套CPU414-4H,六套IM153-2,带有源底板,支持热插拔。每18个位变频器通过Y-LINK联到冗余PROFIBUS-DP网;牵引、往复单元机同样通过Y-LINK联到PROFIBUS-DP网。
单条线含一套CPU414-4H,六套IM153-2,带有源底板,支持热插拔。每18个位变频器通过Y-LINK联到冗余PROFIBUS-DP网;牵引、往复单元机同样通过Y-LINK联到PROFIBUS-DP网。





