1 引言
在很多往返式传动控制系统中,涉及到多点定位。在不同的定位点启动不同的机械动作。如图1所示的龙门刨床的机械传动示意图。
如图1所示,传动系统从原点启动,中速行驶到1000mm,开始高速行驶,高速行驶到3000mm,开始低速爬行,低速爬行到终点(3200mm)停车。停顿2s。反向高速行驶,高速行驶到距原点200mm处开始低速爬行。到达原点停车,停顿2s后重新开始往返。在原点和终点的低速爬行的目的是为了避免系统惯性带来的定点误差,做到原点和终点的精确定位停车。

图1 龙门刨床的传动示意图
2 系统组成
速度的调节采用变频器,定位控制采用光电编码器和PLC高速计数器精确定位。如图(2)所示变频器和PLC接线图。

图2(a)PLC接线图
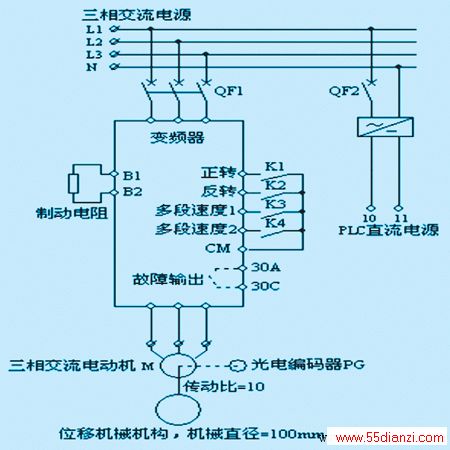
图2(b) 变频器接线图
变频器的正反转由继电器KA1、KA2两个触点控制(对应PLC输出点Q0.0、Q0.1),速度的切换由继电器KA3、KA4触点完成(对应 PLC输出点Q0 .2、Q0.3)。变频器故障报警输出触点(30A、30C触点)用于立即停止高速计数器运行,并由指示灯HR指示(对应PLC输出点 Q0.6)。
变频器具有多段速度设定功能,当KA3、KA4两个触点都断开时,高速行驶(第一速度);KA3闭合,KA4断开时,中速行驶(第二速度);KA3断开,KA4闭合时,低速行驶(第三速度);KA3、KA4都闭合时,手动调节行驶(第四速度)。
旋钮SF1(I0.1)用于手动/自动切换,并用指示灯HG1(Q0.4)表示自动状态。手动时,能够通过按钮SA1(电机正转)和SA2(电机反转)手动调节传动系统的位置。
按钮SA(I0.2)用于传动系统在自动状态下的启动/停止控制。采用"一键开关机"方式实现启动/停止控制,用指示灯HG2(Q0.5)表示启动状态。
行程开关SQ(I0.5)用于自动启动时,确定传动系统在原点位置,自动停止时,传动系统必须返回原点。行程开关SQ1(I0.6)、SQ2(I0.7)用于传动系统的两端限位,确保传动系统不能脱离设备。
3 PLC程序流程图
自动运行程序:SBR_1,如图3所示。

图3 自动运行程序
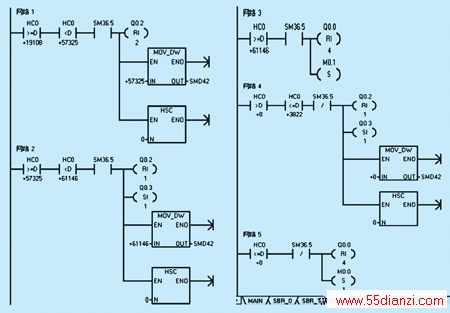
中断处理程序:INT_0,如图4所示。
4 关键技术
(1) 高速计数器中断和预置值的多次更改实现多点定位实现多点定位控制的关键包括两点,第一点是设置高速计数器中断事件12(计数器当前值=计数器预置值),另一点就是在中断处理程序中更改高速计数器预置值。
定位控制需要确定定位点与原点的距离,以此确定定位点。
测量设备运行距离,需要将单位距离(mm)转换成脉冲量,通过光电编码器和PLC高速计数器记录脉冲量的变化。
光电编码器的机械轴和电动机同轴。传动比=10,用于驱动设备的传动棍直径=100mm,光电编码器每转脉冲数=600个。可以计算出每毫米距离的脉冲数为:
每毫米距离的脉冲数
=600÷(10×100×3.14)≈0.19108脉冲/mm
定点位和预置值比较,必须采用高速计数器中断方式,而不能采用一般的比较指令。因为一般的比较指令无法捕捉高速变化的事件。
所以,必须通过ATCH和ENI指令将高速计数器中断事件号12(计数器当前值=计数器预置值)与中断处理程序INT_0连接。在中断处理程序INT_0中,到达预置值时,重新装载下一次的预置值,并执行工艺要求的继电器输出,处理变频器的运行速度。
在自动子程序SBR_1中,将高速计数器HC0设置为单相计数输入,取消外部控制功能。在原点和终点通过更改计数方向,便于中断处理程序INT_0判断变频器的运行方向。
上一篇:CNC编程一般注意事项






