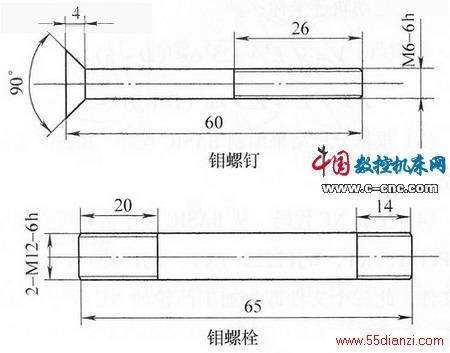
钼合金的强度、硬度均较高,韧性差,性脆易折断,可加工性差,但因其具有熔点高、密度低和热胀系数小的特性,常用于制造航空和航天的各种高温部件。两种钼合金零件分别为钼螺钉和钼螺栓,如附图所示。毛坯来料为热轧Ф16mm钼合金钢棒,加工中发现该材料密度低,表皮硬度非常高,应为退火残余硬度。表层以内硬度仍然很高,韧性差,导热慢。使用普通高速钢或硬质合金刀具加工非常困难。首先,刀具前、后刀面及刀尖磨损很快,加注切削液,使用常态下不同切削用量多次试验,均无法获得满意效果,一般外圆刀片加工不过4件就需更换;其次,零件在刀具稍有磨损时即出现掉渣缺陷,平端面、切断及车螺纹时均出现掉渣现象。外圆加工及端面加工在精车刀保持锋利情况下可基本满足图样要求,但螺纹加工掉渣始终无法避免。
在实际加工中M6螺纹车制效果较差,加工中常发生螺纹段从收尾处折断现象,无法避免。只有采用板牙加工。M12则采用数控车高速双刀车螺纹,效果非常理想。
由于两种零件均较长,因此实际加工中,一般把车螺纹工步放在车外圆→切断→平总长加工完最后进行。由于工艺文件中M6螺钉、M12螺栓均不允许留有中心孔,因此卧式车床加工中最后还需把中心孔平掉。数车加工中采用分段加工的办法,不钻一中心孔。分段加工Ф12mm外圆(M12大端直径)→切断;分段加工Ф6mm外圆(M6大端直径)→车锥而→切断。程序较为简单,在此略去。需注意的是Ф6mm外圆尺寸加工至Ф5.85~Ф5.93mm时,明显有利于套制螺纹。外圆大于Ф5.93mm则套制余量大,易发生螺纹掉渣、缺螺纹等牙型不完整现象。外圆小于Ф5.85mm则套丝时挤压变形量有限,如机床尺寸发生波动,易使M6螺纹大端尺寸接近极限或超差。另外切断时,总长留量需大于1.5mm以上。以防切断刀变钝或排屑不畅挤压,使零件根部锥面(螺钉)掉渣,在平完端面后也无法修复。亦即平完端面后零件仍有掉渣缺陷。
本文关键字:暂无联系方式机床,应用领域 - 机床






