摘 要:J1FCNC1B数控车床主控系统出现故障,需进行技术改造。本文介绍了该数控车床的具体内容;从I/O点数的分配、PLC程序设计和计算PLC存储器容量三方面阐述对电气系统的改造,从输入PLC程序和调试的角度讨论车床电路的匹配与接口电路,进而比较了同类数控车床,取得了理想效果。
关键词:数控车床;技术改造
中图分类号:TG519.1 文献标识码:B
一、数控车床技术改造前状况和改造方法
1.因主控系统出现故障后无法买到备件,软件程序丢失后也无法恢复,因此需进行技术改造。其数控系统的基本配置为主控制系统采用台湾工业研究院机械厅研制的HUST T10 CNC数控系统,能控制X、Z两轴,可扩展为X、Y、Z三轴联动。程序设计经CAD/CAM制作完成,经286以上微机的RS232协议输入。用CNT4640纸带机作外存。12″黑白CRT显示,具有简单刀尖轨迹显示功能。MCM参数设定表可对各类不同机械设备给予设定。I/O输入24点,输出16点。
2.主轴控制系统由日本富士变频器FVR110G7S4EX及嘉兴电机厂生产的三相变频电机YVP 160M4组成。
3.伺服控制系统的控制单元采用日本东荣公司的软件交流伺服驱动器VLASE050P,可驱动1.5~2.4kW交流伺服电机,Z轴;VLASE 020P,可驱动0.75~1.1kW交流伺服电机,X轴。
4.改造采用华中数控系统有限公司的数控系统,14″彩色CRT显示,箱式结构486CPU工控机,8MB RAM,1G硬盘,内置PLC,I/O各48点,安装3.5″1.44MB的软盘驱动器(见图1)。

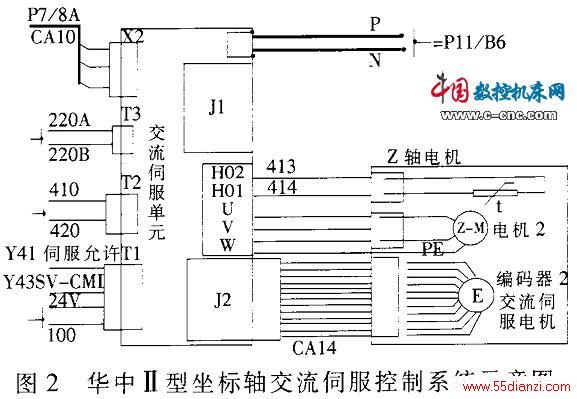
该系统的部件功能:(1) HC4301为多功能脉冲位置板,符合ISA总线规范,具有一路D/A模拟量输出,控制主轴电机。两路正负脉冲可逆计数输入,控制手摇脉冲发生器和主轴编码器;(2)SIO脉冲接口位置板,给模拟伺服驱动系统提供速度模拟量给定,控制两路进给伺服单元;(3)HC4103(两块)为PLC输入板,HC4103T为PLC输入转接板。HC4203为PLC输出板,HC4203T为PLC输出转接板;(4) B9014为四串口板,内含四个标准RS232C串口,用于数控系统和机床面板键盘;(5) HC5301为输入灯端子板,HC5301为输出灯端子板;(6)Ⅱ型交流伺服单元两个,控制两台交流伺服电机,50A控制X轴,75A控制Z轴(两轴控制原理相同,见图2);(7)伺服电机扭矩,X轴10N•m,Z轴18N•m;(8)伺服电源模块7.5kW,Ⅱ槽机箱(含电源)。
上一篇:可实现柔性生产的气动夹紧装置






