摘 要:文中例1说明了在一些特定的工件加工中,使用CT和RND指令进行编程的一此优点;例2,通过加工扇形导入板说明在数控加工中处理多线段圆弧和直线连接的槽体时采用的编程方式和半径补偿方式文中各种指令和程序适用于西门子810D/840D系统控制的镗铣类数控机床。
关键词:G2 G3 CT RND极坐标;刀具补偿半径;中心线边界线。
一、两种特殊的圆弧编程指令:CT和RND
常用的圆弧编程指令是G2和G3,使用时必须编入圆弧起点坐标、终点坐标、圆弧半径或中心坐标,可处理各种类型的圆弧编程。西门子810D/840D系统中的CT和RND指令也可以生成精确的圆弧轨迹,在加工轮廓中出现用圆弧与其他直线或圆弧相切连接的轨迹时,灵活的运用CT和RND指令进行圆弧编程比使用G2和G3指令方便得多:
1.RND指令处理轮廓拐点的圆弧过渡
RND指令的含义:轮廓拐点处用指定半径的圆弧过渡处理,并且和相关的直线或圆弧相切连接,数控系统自动运算各个切点的坐标。
参照图1加工内容为底边外的其余轮廓,所用程序如下。
N005 G54 G90 G0 Z100 T1 D1
N010 X70 Y50
N015 M03 S1000 F500 Z10
N020 G41 Y20
N025 G1 Y70 RND=5
N030 G1 X40 RND=5
N035 G3 X0 CR=20 RND=5
N040 G3 X40 CR=20 RND=5
N045 G1 X70 RND=5
N050 G1 Y30
N055 M30
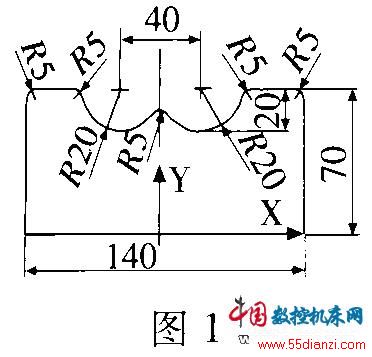
程序中用RND=5的格式表示轮廓拐点处用半径R5的圆弧过渡处理,并与相关的直线或圆弧相切连接,数控系统自动运算各个切点的坐标,程序中不需写入切点的坐标。而用G2和G3指令编写各处R5圆煌必须计算各个切点的坐标(共10个点),还多了五条程序。
本文关键字:数控机床 机床,应用领域 - 机床






