韩国大宇公司产ACE-H400P卧式加工中心,操作中发生严重的撞车事故,主轴上的刀柄断裂。测得主轴前轴径径向跳动为0.002mm,主轴验棒300mm处跳动为0.3mm。着色法检查锥孔表面,锥尾处有面积较大的划痕,前部有小面积凸起。从检测的结果可以看出,主轴整体精度和轴承运转精度尚好,只是锥孔精度丧失。通常情况下,主轴内锥孔受到轻微损伤用手工研磨的方法修复是完全可行的,若损伤较大,精度严重超差则采取在万能磨床上精磨至精度要求。但限于加工条件不能进行精磨修理,经研究确定在不拆卸主轴的情况下,按下述方法进行修理。
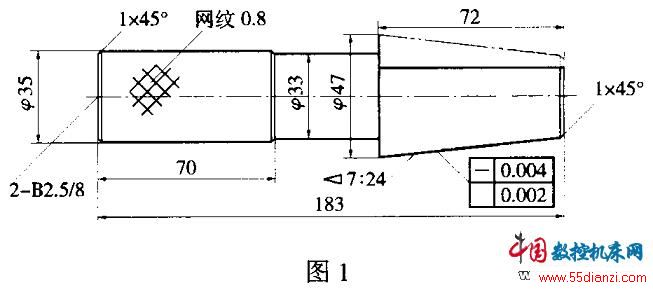
1.准备7:24锥度的灰铸铁锥孔研具两根,其中一根为半圆锥体研具作为粗研用,另一根为整圆锥体研具,用作半精研(图1)。利用该机床报废的刀柄锥体作为精研具。
2.用标准锥体着色检查,以确定重点粗研部位。
3.用半圆锥体研具重点研磨内孔面高点,研磨剂为180#白钢玉研磨粉加煤油均匀涂在研具上,以20m/min的线速度作径向正反旋转运动。
4.清理干净内锥孔的研磨剂,用300mm标准验棒分别测主轴轴颈近处和距主轴轴颈300mm处径向跳动,并在主轴轴颈上记下跳动最高点的标记。根据所测的数值在下次研磨时,再配合锥体着色检查调整研磨重点部位。并同时注意主轴锥孔轴线和主轴定心轴颈的同轴度。如果经粗研之后同轴度偏差过大就很难纠正过来,就会造成主轴的报废。如主轴轴颈近处有径向跳动过大的倾向就应该引起注意。每次研磨的步骤是:清理内孔→着色检查→清理内孔→检测→研磨。以上步骤反复进行,直至近主轴轴颈处径向跳动<0.0lmm,距主轴轴颈300mm处径向跳动<0.15mm,改用整圆锥体研具进行半精研磨,反复研至主轴轴颈径向跳动在0.003mm以下,距主轴轴颈300mm处径向跳动0.05mm以下,最后用刀柄锥体,用W14微粉加10号机油的研磨剂进行精研磨,研至达到精度要求。
上一篇:叶片数控加工工艺优化改进






