在成型材料制造流水线的末端, 要求有整料和收集系统, 根据市场的需求, 以往的卷料在材料外观、产品损耗和生产效率上已不能满足。因此客户要求对制造出来的材料直接进行定长切断和整料,满足市场的需求,在此背景下,设备制造生产商推出高性能追剪机。
二、系统工艺简介
1、系统结构
机械系统由主机台、追剪工作台、驱动电机及传动机构组成;电气系统由上位控制机(台达可编程控制器) 、人机界面、驱动电机控制器、测长、测速检测开关以及外围控制开关组成,如下图。
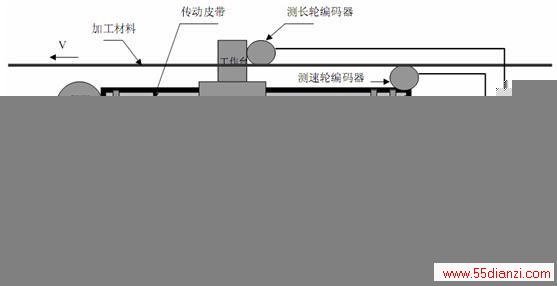
人机界面设定剪切长度 L1;测长编码器反馈进料长度 L;测速编码器反馈进料速度 V 输入信号 9 个:一使能信号,两工作台运行限位,一工作台零点标志,夹紧及松开到位信号标志各一个,切盘切断及收回到位信号各一个,手动切断一个; 输出信号 4个:切盘电机运行,夹紧松开电磁阀,切盘切动作电磁阀,料架自动整料信号;
2、工艺流程
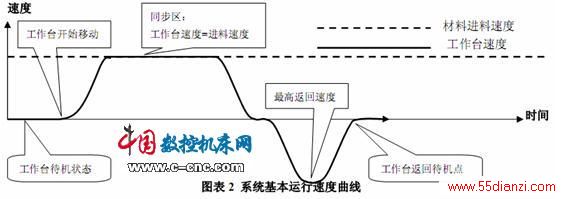
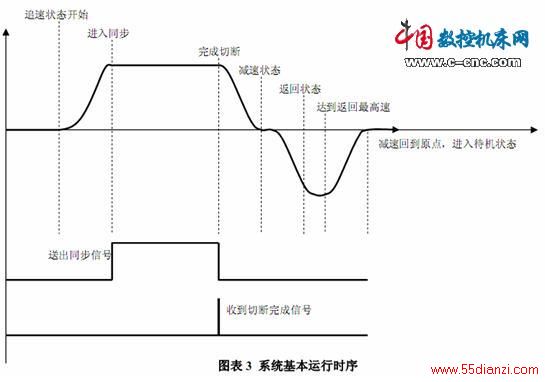
上电给使能以后,切断电机运行,工作台返回工作原点。控制器检查定长编码器的反馈频率来设定驱动电机的同步速度且开始同步运行。材料切断长度由人机界面写入,驱动电机在同步完成时候同时完成材料的切断定长,当速度和长度到达给定时夹紧电磁阀动作并夹紧材料,夹紧到位以后,切断盘靠近加工材料并切断,切断信号到位,切断盘收回,收回信号到位,夹紧电磁阀动作,松开工件并开始返回工作零点,料架电磁阀动作,将切断材料翻入装料箱,继续进行下次切断工作。
3、技术参数
一次循环动作要求在 3S内完成,切断误差在 3mm内,送料速度最大 120m/Min。
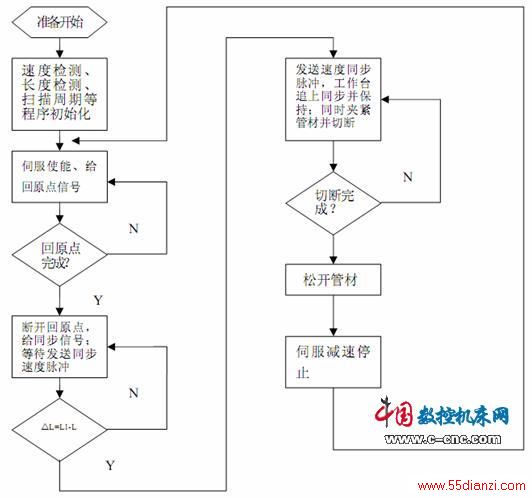
4、上位机控制流程
根据工艺流程及要求,编制上位机控制程序流程如下:
本文关键字:伺服 机床,应用领域 - 机床
上一篇:热轧带钢超快速冷却技术及应用






