本文结合具体工作实践,从冲压工艺选择及模具结构改进、材料利用率的控制、模具材料的合理选择与表面处理工艺等方面探讨了降低模具开发与汽车制造成本、提高利润水平的具体措施,对整车生产的成本控制有着积极的现实意义。
汽车制造业成本居高不下是目前我国汽车行业面临的主要问题之一。汽车制造成本过高会严重制约产品在市场上的表现,也降低了企业的利润水平。但是,对汽车生产企业而言,降车价容易,降制造成本难。只有下大力气降低成本,才能真正提高竞争力,在市场经济的大潮中立足。
汽车车身由各种各样的钣金件通过焊接拼装而成,而这些零件基本都是通过冲压生产的。在一台汽车上,60%以上的零部件都是冲压件。在冲压件的成本中,材料费用一般占到60%以上。因此,探讨汽车冲压方面的成本控制措施,选择合适的冲压工艺、不断优化模具机构、合理选择模具材料和表面处理工艺、在模具开发上充分考虑材料利用率等,直接决定着汽车制造成本,对整车成本控制具有十分重要的意义。
冲压工艺选择上充分考虑经济性因素
冲压工艺的选择直接影响汽车冲压生产组织及零件制造成本,经济性的好坏体现冲压工艺方案的优劣。在合理选择冲压工艺方面,国内企业已经积累了不少经验,有很多措施可以利用来实现对成本的控制。
1.优先考虑在拉延模上安装切刀的工艺方案
减少冲压工序是控制冲压成本的一种重要途径。减少工序有多种方法,在拉延模上安装切刀就是其中之一。一些工件型面复杂,局部胀型严重,成形困难,如果直接用整块板料成形可能难度较大。如果开发落料模,不但增加模具投入,而且也增加了工序,从经济性角度考虑不合适。在工艺设计上,可以考虑在拉伸废料上冲制工艺切口。这样既可保证拉延成形,提高成形可靠性,又可以提高经济性。为方便模具调整和维修,切刀装置常采用可拆卸结构,并用废料不完全分离形式,使该部分和工件连在一起,和工件同时取出。需要注意的是,由于冲切时会有铁屑堆积,甚至可能落到型面上影响产品质量,因此要注意及时擦净废屑。当然,高质量表面要求的汽车外覆盖件拉延应慎用此法。图1是一种相对典型的带切刀的拉延模。
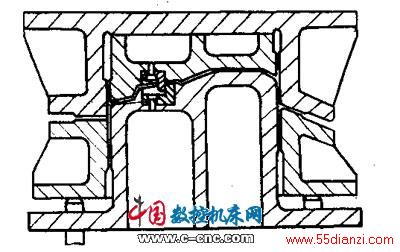
图1 带切刀的拉延模
2.通过减小工艺辅助部分来提高材料利用率
冲压的目的是采用板料在压力(模具)的作用下将产品生产出来,只有最终留在产品上、构成产品的材料才真正有用,因此,努力提高冲压生产的材料利用率就成了冲压工艺设计与持续改进的主要目的之一。对于大批量生产来说,提高板料的利用率是一件极有意义的事情。只要把材料利用率提高几个百分点,模具的成本就可能忽略不计。提高冲压生产的材料利用率,要从工艺方案制定、模具图纸会签及试模验收等源头抓起。在车型的开发中,应把材料利用率指标作为一项技术要求提出来,从模具设计制造源头上减少板材的消耗,避免或减少出现问题后再去补救的情况,这将有利于汽车的成本控制。
在模具的开发上,减小板材消耗的思路之一就是尽量减小(少)拉伸工艺辅助部分(面、坎和台等)的尺寸,尽量不布置模具的拉延筋或拉延槛。必须布置时,尽可能靠近零件的修边线,以减少模具外廓尺寸,增加材料利用率。
我公司某款车原左右翼子板护板拉延模就是因为工艺辅助部分设计过大而使材料的利用率偏低,经分析作如下改进:通过修模将凸模的两端辅助部分分别裁小50mm、30mm,将凹模与压边圈的相应部分补起来,相应向里挪动拉延筋的位置,用较小的板料生产出质量更高的产品,材料利用率由35.1%上升到40.8%,单件少用板材0.48kg。改进前、后状态见图2、图3。

图2 改进前的状态

图3 改进后的状态
本文关键字:成本 机床,应用领域 - 机床
上一篇:综合加工中心机






