同轴珩磨
载重汽车柴油发动机缸壁上部进行局部硬化后需要进行珩磨,而同轴珩磨技术就是针对这一要求而开发的。
缸壁上部在经过感应淬火后,孔的上部会产生20μm的缩颈和大约60μm的同轴度偏差现象。为了确保缸孔的同轴度,特殊结构的刀具、测量装置和涨刀控制方式应运而生。
● 加工方式和结果
同轴珩磨的刀具(如图1所示)上装有两套独立的径向涨刀装置,分别作用于砂条和导向条。位于刀具下端的硬质合金导向条进入缸孔后,首先被涨出并贴靠在预加工过的缸壁下端,珩磨头在轴线方向上进行轴线定位。然后刀具上部的金刚石砂条随之涨出,开始加工孔中硬化过的缩颈区域。由于砂条和导向条的径向进给是两个独立的涨刀机构,因此当液压涨刀系统使导向条贴靠孔壁后,电子机械涨刀系统才驱动砂条开始径向进给。
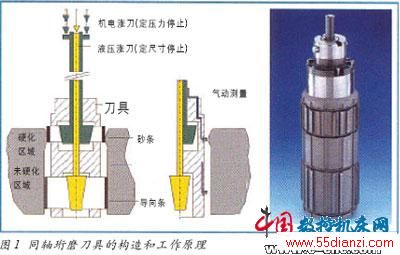
珩磨头上同样具备两套气动测量装置。孔中未硬化区域的直径被作为基准尺寸,由气动测量装置一直进行在线测量。在珩磨加工硬化区域孔时,由另外一套气动测量装置对加工孔进行在线测量。当硬化区域孔直径与基准值一致时即停止切削。使用D151金刚石砂条加工120~150μm的余量时,同轴珩磨的加工时间大约为35s。
经过这道同轴珩磨加工后,硬化过的和非硬化过的区域直径差被修正(如图2中第2个孔),达到可进行后续珩磨加工的公差要求。同轴珩磨后总的形状误差大约为12μm,由此可确保同轴珩磨后的粗珩和精珩加工(如图2 中第3、4两孔),这两道工序属于传统的珩磨加工,可按常用的加工参数和方式进行。

本文关键字:精密 机床,应用领域 - 机床
上一篇:让数字工厂梦想成真






