摘 要 以西门子双控制系统改造数控设备为例,针对设备工艺介绍了改造特点及效果。
关键词 数控设备 双控制系统 通道 点对点通信
中图分类号 TP205 文献标识码 B
某厂WNC -7005数控车床Ⅲ单元是奥地利VOESTALPINE公司20世纪80年代生产的大型精加工设备,近年由于控制系统元器件老化,设备故障率极高,影响了正常生产。
一、设备特点及改造方案
该车床有三个意大利盘式刀架,均可安装12把不同的刀具,各由一组伺服电机(X,Z轴)拖动,可就近找刀。工作中要求刀架能够同时、分时或者单独加工工件;系统可根据刀架不同位置随机平稳调整主轴转速,保证工件的加工精度及表面质量;设备的四轴全自动上下料系统(简称送料系统)可根据主机状态实现智能装卸工件。
综合分析考虑,设备改造选用的控制系统以具备多通道的西门子840D系统为主,具体配置方案是:主机部分采用840D系统,选用多通道系统软件,系统分配三个通道,控制七轴(主轴、XⅠ、XⅡ、XⅢ、ZⅠ、ZⅡ、ZⅢ),其中刀架1(XⅠ、Z Ⅰ)分配第一通道,刀架2(XⅡ、ZⅡ)分配第二通道,刀架3 (XⅢ、ZⅢ)分配第三通道,主轴定义为公共轴,刀架1、2、3共用;送料部分采用西门子802D系统控制P1、P2、X1、Z1四轴;两套控制系统采用点对点通信方式(point to point):下面的程序段实现840D数控系统的通道分配,主轴定义,扩展通道的激活等功能。
CHANDATA(1) ;通道1数据
$MN_AXCONF_ MACHAX_NAME_TAB=[X1,X1,X1,Z1,Z1,Z1,SP]
$MC_AXCONF_MACHAX_USED=[1,4,7]
$MC_AXCONF_CHANAX_NAME_TAB=[“X”,“Z”,“SP”]
$MA_AXCONF_ASSIGN_MASTER_CHAN[AX7]=1
$MA_AUTO_GET TYPE[AX7]=2
$0N_NUM_CHANNELS=3
$0N_NUM_AXES_IN_SYSTEM=8
CHANDATA(2) ;通道2数据
$MC_AXCONF_MACHAX_USED=[2,5,7]
$MC_AXCONF_CHANAX_NAME_TAB=[“X”,“Z”,“SP”]
CHANDATA(3) ;通道3数据
$MC_AXCONF_MACHAX_USED=[3,6,7]
$MC_AXCONF_CHANAX_NAME_TAB=[“X”,“Z”,“SP”]
二、改造的实施
1.硬件配置
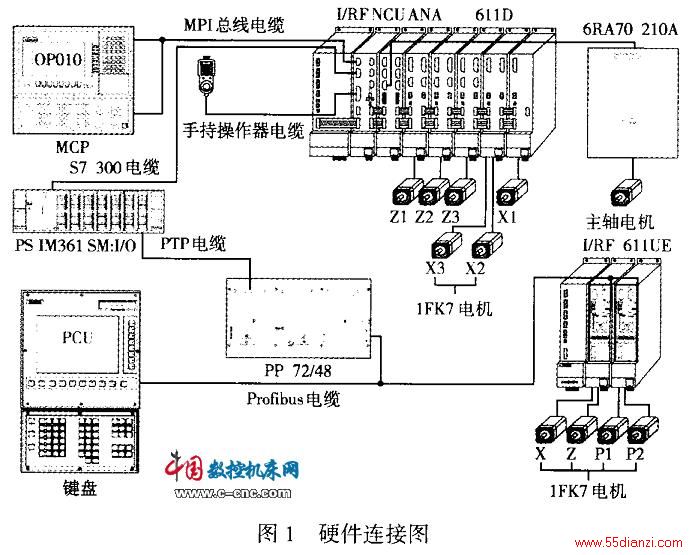
(1)主机控制部分为西门子840D数控系统,包括:NCU软件,PCU50,显示器,西门子ANA数模转换模块,机床控制面板(MCP),手持单元。进给轴系统采用西门子SIMODRIVE 611D交流驱动装置和西门子1FK7交流伺服电机,主轴系统采用西门子6RA70直流驱动装置和西门子直流电机,ZⅠ、ZⅡ、ZⅢ轴、主轴的位控部件均选用海德汉ROD型1Vpp编码器S7-300系列PLC与NCU通过IM361实现输入输出的连接。
(2)送料控制部分为西门子802D数控系统,包括:802D基本配置,PCU,数字键盘,611UE控制板,接口部件PP72/48。进给轴系统采用西门子SIMODRIVE 611 UE交流驱动装置和西门子1FK7交流伺服电机。两套系统通过接日部件进行信息交换。硬件连接见图1。