摘要 列举3例加工中心主轴定向故障现象,不同故障现象的诊断和处理方法.
关键词 主轴定向机械手位置偏移梯形图
中图分类号 TG5 文献标识码 B
主轴定向准停装置直接影响到加工中心刀具能否顺利交换。主轴不定向是指加工程序中有M19或手动输入M19后,主轴今直俊慢转动,不能在指定位置停止,或是停在不正确位置上,主轴无法更换刀具。
1.换刀时出砚2仪阴报普
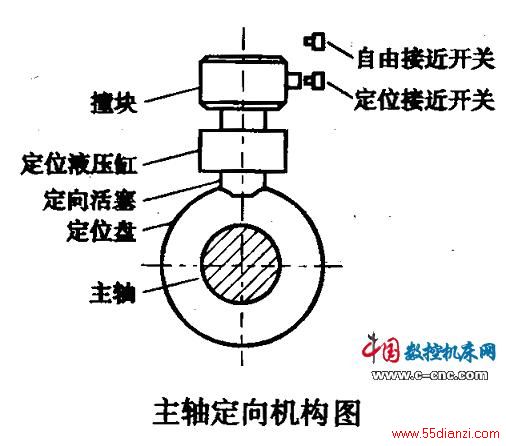
FANUC-6M系统的加工中心换刀时出现2009#报警,该报警号的含义是主轴定向故障。该主轴为机械定向,即主轴接收到数控系统发出的定向指令M19后,主轴以设定的定向速度慢慢旋转,找到主轴定位盘上的半圆环定位槽后,定向油缸活塞下端的定位轮进入该定位槽,主轴机械定向,此时活塞上端的圆形撞块感应定向接近开关,给NC主轴定向应答信号,主轴定位结束(见下图)。引起该故津的原因可能是①PLC无主轴定向指令括侧输出信号,②定位液压缸故障,③定位电磁阀故障,④接近开关故津。经诊断PLC输出的主轴定向信号6.1为1,而主轴定向返回信号38.1为0,用金属体感应接近开关,定向返回信号38.1为1,因此排除PLC无主轴定向指令信号输出故障,也排除接近开关和线路故障。经多次试验观察,主轴速度下降至设定速度缓慢旋转时,主轴定向油缸的活塞不下降,机械敲击活塞上端,活塞也无反应,因此可能是液压油缸有故障,使主轴定向失败。拆卸液压油缸,发现油缸活塞的定位直键横放在液压缸内,使得活塞不能上下移动,重新安装油缸并调节接近开关的上下位置后故障消除。
2.机械手卡住换刀中断
FANUC OiKA系统加工中心的机械手卡住,换刀中断。经观察机械手的扣爪与主轴前端面上的定位凸健阿的相对位置不正确,使换刀失败。引起该故障的原因是换刀时主轴定位不准造成。该主轴定位是通过位置编码器由主轴驭动器完成。数控系统发出定向指令信号后,检测主轴驱动器返回韵定向完成信号,当检侧到定向参考位置时,控制主轴电机相对定向参考位里转过一个角度后静止锁死。该角度可以通过参数随意修改调整。因此需要调整主轴定位停止时的位置偏移量来调整换刀臂的扣爪与主轴端面上的定位健的位置关系。用扳手把主轴机械转一个角度,使主轴端面上的定位键进入换刀臂的扣爪定位槽(此时用记号笔把主轴前端面上的定位凸键在主轴侧面上的位置做一标记以便进行主轴定向调整),按照单步换刀步骤使换刀完成一个循环。让主轴多次运转定位,观察定位停止偏差,通过参数4077(主轴定位停止时的偏移童)进行调整,从-1300调整到-950后定位准确,遇整到位后换刀正常。
3.主轴通电后处于失控状态
一台进口加工中心,在一次机床通电(主轴伺服也通电)时,没键入MIS辅助功能代码,主轴便按M04(逆时针)方向以50r/min的转速自行旋转。此时如再键入M03或M04及S**(转速代码)后,系统不予执行,也不报警,即主轴通电后便处于失控状态。
由于该机床系统内含PLC可编程接口控制器,故应先从梯形图查起。由梯形图初始化程序查知,主轴伺服通电后主轴应立即定向,以便更换刀具,而此时主轴旋转不停,且不予执行MIS代码,表面现象为主轴失控,经分析根源在主轴定向装里有问题。由PLC初始化程序可知,上电后PLC输出口的W7-6应置为“1”,再由该口控制外部继电器KA12,其触点又作为控制主轴伺服定向的开关信号。经检查该信号为“1”,正常。KA12也吸合且触点闭合良好,说明主轴定向控制部分正常。估计问题可能出在定向检侧回路。用示波器侧试该回路的检侧元件一一旋转变压器的3个输入、物出信号波形,均无异常现象,且信号电缆也能正常的连接到主轴伺服7号印制板擂脚,插好该板通电试车,故障依旧,最后认定故障极大可能就在7号印制板,拔下该印剧板,沿着旋转变压器信号插脚检查,发现处理这些信号的双运放集成块CA747烧坏,致使主轴定向信号无法翰出。更换后,故障消除。
总之,主轴定向故障涉及到机械、液压、参数调整、位里检侧、PLC、电路板、元件安装等多方面的知识,出现故障时的现象也各不一样,需要具体间题具体分析。此外,精惶孔退刀和一些机床的换档也与主轴定向有关,因此维修时思路要开阔,故障诊断要周全,否则会遗漏甲些重要的维修线索,导致维修速度和维修质量的下降。
本文关键字:定向 机床,应用领域 - 机床
上一篇:基于超声研磨的超精密加工






