摘要 WS 600/450-16×5000型数控轧辊磨床存在床头箱启动力偶矩不够、磨削后轧辊圆度超标、磨削表面产生振痕。对相关缺陷分析,进行改善维修。
关键词 启动性能 力偶矩 轧辊 圆度偏差 振痕 改善维修
中图分类号 TH17 文献标识码 B
宝钢热轧厂现有HERKULES公司产WS600/450一16×5000型数控磨床一台,承担带轴承箱的Fl一7精轧工作辊的磨削。该磨床最大加工直径1.2m,最大加工重量16t,最大加工长度5m。该类磨床在国内钢铁业冷热轧生产线中广泛应用,采用其自己开发的HCC数字控制系统,软件运行稳定,人机界面友好。但磨床整体刚性略显得不够(针对宝钢2050热轧辊来说)。特别宝钢热轧线大量投入使用Fl一3高速钢工作辊后,使得该磨床状态在高负荷下性能欠佳。
一、床头箱启动力偶矩不够
大直径热轧辊在启动时的驱动力偶矩很大,原设计的床;箱一级传动皮带打滑。大负荷时实测,75kW的床头箱直流电毛启动电流在208A时,电机皮带盘打滑。
1.托架两托瓦分布形式不合理(图1)
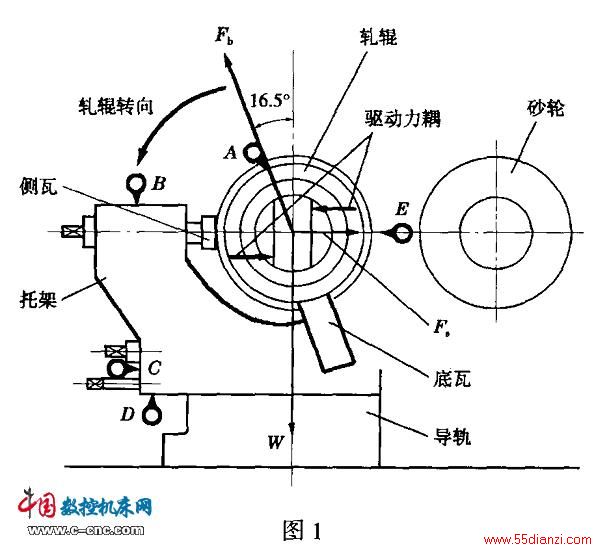
宝钢2050热轧精轧工作辊的最大重量约为10t,两个轴承座每个约重3t,后者已由两个液压软支撑承担了。因此,作用在轧辊静态时的受力分析如下:
假定重力W=9.81×104N
底瓦支撑力Fb=W/cosl6. 5°= 1. 04 W, N
侧瓦支撑力Fs=W•tgl6.5°=0.296W, N
轧辊旋转时(底瓦处的摩擦因数为μ1,侧瓦处为μ2)则:
底瓦处摩擦力=Fbμ1=1.04 Wμ1 ,N
侧瓦处摩擦力=Fsμ2=0.296 Wμ2 ,N
从而可知,床头箱驱动轧辊旋转的驱动力FD为:
FD (摩擦力之和)=(1.04μ1十0.296μ2) W, N
托架的圆弧半径R=0. 315m,因此轧辊旋转的驱动力偶距T为:
T= FD•R=0.315(1.04μ1+0.296μ2)W,N•m (1)
如图1,由于HERKULES公司的轧辊磨床托架采用的托瓦形式为90°侧瓦(与垂直线夹角为90°)和较小倾斜角底瓦(与垂直线的夹角为16.5°)。可见,轧辊重量主要的依靠底瓦承担。如(1)式结果,阻碍轧辊转动的力偶矩集中在底瓦摩擦力偶距上。这是造成床头箱启动力偶矩不够的一个因素。而德国WALDRICH公司生产的同类轧辊磨床,其托架两托瓦分布形式为侧瓦(与垂直线的夹角为65°)和底瓦(与垂直线的夹角为25°见图2。两片托瓦同时承担轧辊重力Fs= W/cos25°=0.91 W, N;Fs= W/sin25°=0.42W,N;阻碍轧辊转动的力偶距分散在两片瓦上,便于轧辊启动。
上一篇:模具车间进入恒速革命时期






