
系统控制如图2。


点“主轴转速设定”,用户可设定主轴转速,设定范围0~900r/min;“涨紧力显示”,用户可根据此数值确定张紧力数值,以便用户调整带锯条;点击“进”“退”,切断轴运动,点“前”“后”,进料轴运动,其运动速度由“进给速度”设定;“增量方式”以“增量距离”设定值进给,当选中“增量方式”时,各轴的“进”“退”“前”“后”,各轴以进给速度,按照“增量距离”设定的距离运动;“主轴旋转”点“启”则主轴旋转,“停”则主轴停止。
4.2在手动切断画面功能

用户将晶棒安装好,将机床各个轴移动到切断起点;在“切断距离设定”中设定切断距离,切断速度在“手动参数”中设定;点击“手动切断”,主轴按照“主轴转速设定”中的值旋转,当主轴转速达到设定时,切断轴由当前点开始切断,进料轴不移动;点“暂停”,切断轴进给保持,但主轴不停;中途中想终止“手动切断”时,请先点击“暂停”,然后点“锯条退出”有效,点“锯条退出”,切断轴后退,锯条退出时主轴不停;当切断完成时请点击“复位”,但主轴旋转不停;停止主轴旋转必须点主轴“停”键。
4.3手轮画面功能

点“进料轴”和“切断轴”进行轴选择,用户想移动那轴,即选择那轴;在手轮单位中,用户可选择手轮每刻度的单位,单位选择的越大移动速度越快。
4.4自动切断画面

首先在 “自动参数设定”中设定好自动加工的其它参数,即可执行自动切断加工。点“开始”,开始执行自动切断程序;“暂停”:在自动切断过程中,中断加工,用以观察加工情况,再次点击“暂停”继续执行加工程序;“停止”:终断加工程序,但主轴不停,必须按“主轴停止”主轴方可停止;“单步”:自动加工时选择单步,即分步执行加工程序,加工程序每步执行完成后暂停,再点击“开始”执行下一步加工程序;“锯条退出”:与手动中的“锯条退出”功能相同,即点击“暂停”,再点击“锯条退出”锯条退出;“主轴停止”:主轴停止旋转。
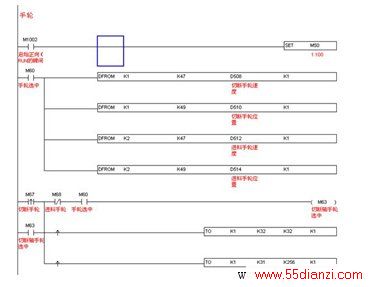
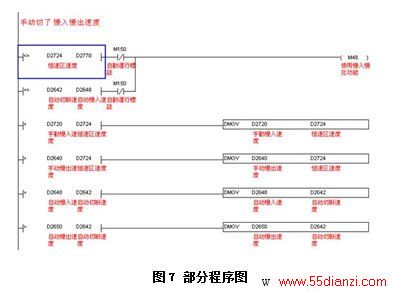
4.5部分PLC 程序