人机界面系统(HMI)作为中厚板
自动化系统的重要组件被广泛应用。在生产过程中,操作人员可以通过人机界面,了解现场生产的运行情况,以及控制程序的执行情况;并可以通过接口工具,与后台执行的控制程序进行交互。当现场出现问题时,根据界面提供的报警信息,及时妥当地处理现场出现的问题。本文介绍的是针对中厚板加速冷却过程控制系统开发的人机界面系统,主要内容包括硬件配置和网络结构、开发软件和冗余机制、
OPC通信机制和界面设计。
1 硬件配置和网络结构
系统的主要硬件包括HMI服务器2台—主服务器和从服务器,布置在计算机房;终端2台,1台位于操作台供操作工生产监控,另1台位于计算机房,供维护人员程序调试。
系统通过
工业以太网与其他系统相连,具体的网络布置如图1所示。系统的工作原理是:HMI服务器存储来自加速冷却二级服务器的规程信息,以及来自一级控制系统的实测信息。各个HMI终端根据监控和操作的需要,从HMI服务器上获取相应数据信息,用于画面显示。
2 开发软件和冗余机制
WinCC(
WindowsControlCenter,视窗控制中心)系统软件包是HMI服务器的核心软件,它具有数据采集、监视和控制自动化过程的强大功能,是基于个人计算机的操作监视系统,其显著特点就是全面开放。在
Windows2000标准环境中,它能有效结合标准程序和用户程序建立人机界面,精确地满足生产实际要求,确保安全可靠地控制生产过程。WinCC还提供成熟可靠的操作方式和高效的组态性能,同时具有灵活的伸缩能力。
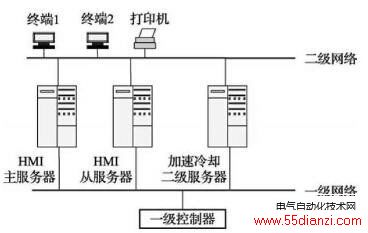
图1系统网络布置
WinCC服务器的可选软件为客户提供了客户机朋及务器解决方案。在这里,服务器承担主要控制任务,如为客户机进行程序连接和日志记录。客户机则利用服务器提供的服务,通过独立的终端总线与服务器通信。客户机间的通信采用标准的TCP/IP协议,客户机可自动寻找分配给它们项目的服务器,这就为以后方便地切换服务器而不引起任何不利后果提供了基础。
WinCC冗余可选软件使得2台HMI服务器始终保持并联运行,保证存档数据自动互相匹配。具体的双机冗余工作流程如下:
(l)双机启动,主服务器处于工作状态,从服务器处于热备状态。
(2)主服务器出现故障,停止运行,从服务器检测到主服务器故障后,自动接管控制任务,进行数据的采集和保存。
(3)经过故障处理后,主服务器恢复工作,接管从服务器的控制任务,从服务器重新进人热备状态。
(4)主服务器读取从服务器上的数据,将故障期间缺失的数据补充完整后,继续后续的控制任务。
3 OPC通信机制
界面服务器与ACC二级系统之间的通信采用OPC方式实现。界面服务器作为服务器端,同时安装WinCC软件。ACC二级系统作为通信的客户端,无论是否安装WinCC软件,都能完成通信功能。为了完成通信功能,需要在客户端和服务器端做相应的配置。
3.1 客户端的配置
运行deomenfg.exe,选择OpCSeoer.WinCC,然后点属性按钮。选择常规标签,将认证级别设为“无”;在位置标签下,选择“在下列机器上运行应用程序”,同时在下面输人服务器端的机器名,如图2所示。

图2 客户端配置
3.2 服务器端的配置
运行deomenfg.exe,选择Opcseoer.wincc,然后点属性按钮。选择常规标签,将认证级别设为“无”;在位置标签下,选择“在这台计算机上运行应用程序”,如图3所示。

图3 服务器端配置
3.3 关键代码
用VC++编写客户端通信程序。OPC客户端程序封装为COPCChellt类,用户程序需引人下列源文件:


 4 界面设计
4 界面设计
界面设计主要包括监控主界面、模拟计算界面、原始数据管理界面和报警信息显示界面。
(l)监控主界面。主要显示的内容包括:轧件原始信息、设定规程信息和实际规程信息、冷却策略信息、冷却集管健康状态信息,以及冷却功能投用状态信息。其中设定规程信息包括:钢板速度、冷却加速度、冷却速度、水冷速度、边部遮蔽量、上下集管的流量、上下集管的开闭状态、开冷温度、终冷温度、返红温度。监控主界面如图4所示。
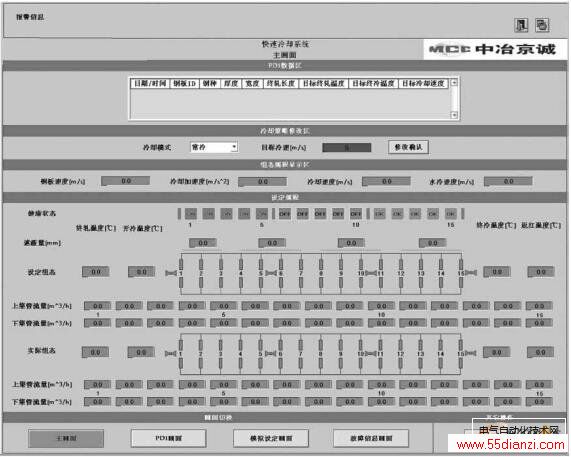
图4 监控主界面
(2)模拟计算界面。为现场操作人员提供一种人工请求计算的途径。根据现场生产的实际需要,有时需要修改轧件的原始数据信息,此时操作人员可以在界面上修改数据,然后通过点击模拟计算按钮,将轧件信息发送到二级模型系统,模型系统根据通信得到的数据信息计算冷却规程后,将结果送回界面显示,经操作人员确认规程信息可用后,将规程发往一级控制系统。
(3)原始数据管理界面。通过此界面,操作人员可以实现对在线轧件的原始数据信息的查询、修改、保存和新增等功能。
(4)报警信息显示界面。对报警信息进行集中管理,可以查询历史信息,或者把报警信息保存在文件中,以备将来故障诊断。在其他界面的顶部都留有报警信息的显示位置,由于空间的限制,只能显示最近报出的几条信息。如果要查询先前的信息,必须到报警信息界面中查询。
5 结论
本机界面系统于2009年已在某钢铁企业中板厂应用,效果良好。由于HMI服务器采用了双机热备方式,为整个系统的稳定运行提供了可靠的保证,在线运行的时间内,从未出现过由于服务器故障引起的停机事故。界面功能设计合理,能够满足现场操作人员生产和维护的需要。
本文关键字:开发 人机界面 中厚板 触摸技术,电器控制 - 触摸技术






