松下PLC使用过程中的若干难点分析
点击数:7956 次 录入时间:03-04 11:56:05 整理:http://www.55dianzi.com PLC工业控制
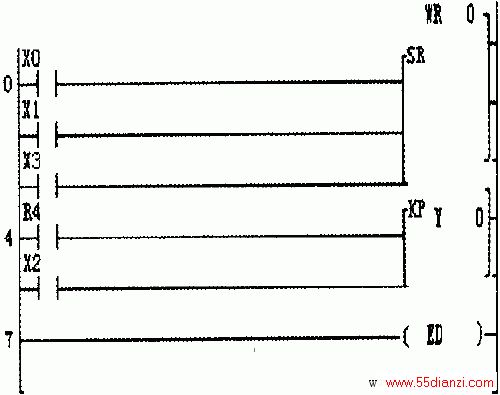
图7 编程元件示例程序
图7所示程序中,WR0即为字元件,是左移位指令SR的编程元件,而Y0为输出软继电器的线圈,X0、X1、X2、X3则为输人软继电器的触点,其中第4步的R4触点为位元件R4的常开触点,而位元件R4又是字元件WR0中的一位,因此其状态受限于WR0的移位结果。
四、顺序控制多步同输出的编程方法
顺序控制是生产现场常见的一类控制任务,步进指令是PLC指令库中专用于顺序控制的。步进指令编程时,根据工艺流程将程序划分为一个个独立的程序段,执行时,CPU严格按梯形图编程顺序,只有执行完前一段程序后才能激活下一段程序,并在下一段程序执行之前,将前面程序段复位。并且在语法上要求各程序段所使用的输出不允许重复。这在解决顺序控制任务中有多步同输出的情况时,就带来了一定的困难。借助于内部通用继电器可方便解决这一难题。如某一顺序控制任务如以下流程图(图8)所示。
上一页 [1] [2]
本文关键字:松下PLC PLC工业控制,电器控制 - PLC工业控制






