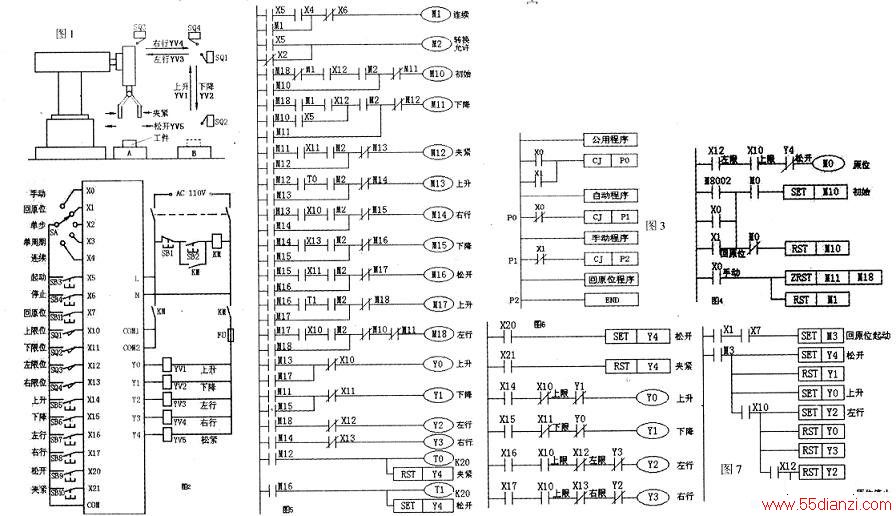
图l为机械手动作的示意图,其功能是将工件从A处移送到B处。机械手的升降和左右移动分别用双线圈的电磁阀,使在某方向的驱动线圈断电时能保持在原位,必须反方向的线圈得电,才能反方向运动。上升和下降对应的电磁阀线圈分别是YV1、YV2,左行、右行对应的线圈分别是YV3、YV4。机械手的夹具用单线圈电磁阀YV5,线圈得电时夹紧工件、失电时松开工件。SQ1、SQ2、SQ3、SQ4分别是上升、下降、左行、右行的限位开关。从图1来看,机械手把工件从A地搬到B地的一个周期,共需要8个动作,即:机械手臂从原位下降一夹紧工件一上升至原位一右行移动工件一携工件再次下降一松开工件一手臂再次上升一左行回归原位。这看似简单的8个动作,如果用一般电工线路和器件接线来完成,则需要大量的中间继电器、延时继电器等等控制器件,而且接线也繁琐复杂,安全可靠性难以保障。但是,如果使用PLC(可编程控制器)开关控制,只要在PLC开关中输入相应的程序,plc开关就会根据所在位置检测到的信号,进行相应的动作。
图2为PLC的I/0接点和简单的外围电工接线图(I连接输入信号和O输出部分):
图3为PLC控制程序的总体结构图:
图4是机械手的公共程序;图5是机械手的自动程序;图6是机械手的手动程序;图7是机械手的回原位程序;移动工件机械手PLC控制开关的内部控制程序分为公共程序、自动程序、手动程序和回原位程序4个部分(如图4~图7)。其中,自动程序又包括单步、单周期和连续工作方式。
1.公共程序:公共程序用于自动程序和手动程序的相互切换。如图4,当Y4复位(即夹紧电磁阀YV5松开)、左限位开关X12和上限位开关X10的动合触点接通时,辅助继电器MO得电,表明机械手在原位。此时,可以执行用户程序(M8002为ON),系统处于手动或回原位状态,初始步对应的辅助继电器Ml0得电,为切换进入单步、单周期、连续工作方式做好准备。如果MO未得电,则其常闭触点使初始步M10(图5中)复位,变为不活动步,按启动按钮也不会进行下一步的动作。
2.自动程序:自动程序包括单步、单周期和连续工作方式程序。如图5。
在单步工作方式下,转换开关切换到X2,X2通电为ON(如图2),它的常闭触点断开,“转换允许”辅助继电器M2一般为OFF,不允许步与步之间的转换。假设系统处于初始状态,M10为ON.使Mll启动电路接通,系统进入下降步,松开启动按钮,M2马上变成OFF,在下降步,Y1的线圈通电,机械手下降到下限位开关X11处时,与Y1的线圈串联的Xll的常闭触点断开,使Y1断电,机械手停止下降,一直要等到再次按下启动按钮X5,M2接通,转换条件的X11才能使M12的启动电路接通。
M12的线圈通电并自保持,系统才能由下降步进入夹紧步,即必须在完成某一步动作后,按一下启动按钮,才能进入下一步。
在单周期工作方式中,将图2中的转换开关拨到X3,则X3得电,X2失电,X2失电后的常闭触点接通了允许转换的M2,为M11~M18得电做准备。在初始步时按下启动按钮X5,在M11的启动电路中M10、X5、M2的常开触点和X12的常闭触点都接通,使Mll的线圈通电,系统进入下降步,Y1的线圈通电,机械手下降,当机械手碰到下限位开关X11时,Y1线圈断电,下降停止。与此同时,M12的线圈通过下限位开关X11的动合触点接通通电,转换到夹紧步,Y4被SET指令置位,工件被夹紧。同时TO的线圈通电,TO延时导通后,它的触点延时闭合接通,使系统进入上升步,接下来系统就这样一步一步的工作下去,直至系统返回并停留在初始步。
在连续工作方式下,X4为ON,按下启动按钮X5,M11变为ON,机械手下降,与此同时,控制连续工作的M1线圈·通电,并且自保持,接下来工作过程与单周期工作方式相同。不同的是它在每次收到一个工件信息后,就要完成一个周期动作。当机械手在左行步返回最左边时,X12变为ON,因为M1为ON,转换条件M1、X12满足,系统将返回步继续工作下去,工作中,即使按下停止按钮X6后,M1变为OFF,但是系统不会立即停止工作,只有在完成当时的工作周期的全部程序后,系统才返回并停留在初始步。
3.手动程序:图6是手动程序,手动操作时用X14、X15、X16、X17、X21、X20对应的6个按钮控制机械手的上升、下降、左行、右行、夹紧和松开。为了保证系统的安全运行,有必要在如升降、左右等功能相反的两个输出继电器之间进行互锁;上下限位、左右限位与输出继电器联锁等等。使机械手必须到达相应的位置才能进行相应的动作,确保不进行误动作。
4.自动回原位程序:图7是自动回原位程序,在回原位的工作方式时(X1为ON),按下回原位按钮X7,M3变为ON,机械手即松开、上升,上升到上限位开关X10为ON时,机械手左行,触碰左限位开关时,X12变为ON,左行停止并使M3复位,这时MO为ON,满足回原位的条件,机械手复位,为下一步工作做准备。
最后,按照机械手PLC梯形图一步一步编入程序即可。尽管机械手PLC内部控制程序比较复杂,我们只要掌握好各自程序的工作原理,以及相互之间的连锁反应,并进行分段分析和理解,相信一般的电工都能完成。