生产和组装设计
腔体设计的一个关键因素是了解最终元件或产品的生产量。这个判断会决定最后生产方法的选择,在某种程度上也会决定屏蔽形式的选择。正如上面讨论过的围栏-盖子设计以及五面腔体,很明显生产一个整体要比将两块合起来形成屏蔽体便宜很多。
选择的生产方法也会影响到元件成本。例如,比较 光化机 (PCM)相对冲压加工或两种方法混合加工的成本。元件是手工安装还是机器安装?如果选用机器安装,由于大多数机器采用真空吸头吸起元件,则需要采用贴装靶。虽然有的机器采用钳子类型的系统抓起元件,但这种类型的机器并不常见。
对于机器安装, PCB 边缘围栏的共面性要求在0.1mm以上以保证在安装或进入回流炉时腔体处于焊膏上。机器加工一般在返工之后,可以使用带有指状弹簧的盖子,或者是焊接一个平的折叠封闭盖子到PCB上,把暴露出来的区域重新闭合起来。这个方法可以避免最困难的工作:拆除整个屏蔽体(有可能造成PCB损坏);也可以不用为了避免最麻烦的修理工作来拆除整个单元。鉴于高容量产品不断增加的复杂性和成本,以及环境指令(例如WEEE:报废电子电气设备指令)的实施,一个带有穿孔的返工接触区是一个值得认真考虑的选择。最后,如果有很多分开的PCB区域必须与外部屏蔽,或者相互之间需要隔离,以避免串扰问题,可以采用多模穴封平圈。
元件制造方法
有很多种方法可以使用金属制造屏蔽壳,包括光化机(PCM)、激光切割、冲压,以及一些混合方法。选择方法的时候主要是考虑屏蔽壳的技术需求,最终的产量,项目对器件价格的限制。
PCM实际上采用了和制造裸线路板的光化法同样的流程,不同之处在于采用金属片而不是铁壳的绝缘体。这个过程包括制造一个平口成型产品。采用CAD后,要先进行蚀刻和考虑弯曲余度,再采用两种光工具(一种用于金属的两面)用于标绘。两种工具刻划产品的外形的过程是一样的。刻划金属一个侧面的弯线,徽标,连接或者孔缝细节,两种工具采用的方法不同。金属片要先预涂光阻膜,然后暴露在光工具的紫外光下。不需要的光阻膜会被去除,以便于蚀刻。
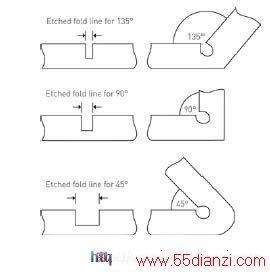
PCM有一些优点,加工和工具修改花费较低,整个过程所需要的时间较短。弯线可以被很精确的蚀刻出来,例如,135,90或者45度,如图7。整个过程没有毛边和金属应力,磁和其他金属特性不变。可以很方便的用于复杂的设计,产品有缝,轨道限界孔,徽标和其他细节不会增加最后的费用,这可以使设计者随意设计他们想要的东西。
一个可以用来替换PCM的选择是激光塑形。它用于规模生产小型金属外壳时,价格并不便宜,弯线的精度也不高。但在处理很厚材料的大型屏蔽壳时很不错,例如19英寸的齿条罩。
纽扣和螺旋压力机可以简单地单面塑形,但是多面同时塑形和金属切割必须要用强力压力机。小型压力机可以用于手工操作一个成套冲模。大型压力机采用机器操作,可以处理更大,多级的加工。
一个成套冲模由一对钻孔机和底座组成,当他们被压在一起就会在材料上打一个洞,或者把材料压制成想要的形状。钻孔机和底座可以移除,钻孔机可以在冲击过程中临时附在冲击工具的末端垂直上下运动。尽管屏蔽壳的材料相对较薄,仍然需要大压力机。因为生产电子产品的复杂结构需要指数级增长的压力加工。这些加工需要大型机床以得到巨大的力量,这种一个可以用来替换PCM的选择是激光塑形。它用于规模生产小型金属外壳时,价格并不便宜,弯线的精度也不高。但在处理很厚材料的大型屏蔽壳时很不错,例如19英寸的齿条罩。
纽扣和螺旋压力机可以简单地单面塑形,但是多面同时塑形和金属切割必须要用强力压力机。小型压力机可以用于手工操作一个成套冲模。大型压力机采用机器操作,可以处理更大,多级的加工。
一个成套冲模由一对钻孔机和底座组成,当他们被压在一起就会在材料上打一个洞,或者把材料压制成想要的形状。钻孔机和底座可以移除,钻孔机可以在冲击过程中临时附在冲击工具的末端垂直上下运动。尽管屏蔽壳的材料相对较薄,仍然需要大压力机。因为生产电子产品的复杂结构需要指数级增长的压力加工。这些加工需要大型机床以得到巨大的力量,这种线穿越了PCB表面的腔体分界面。对于多层PCB板,常用的设计是将PCB射频地放在外层,将信号走线限制在内层。
组装
今天,将射频干扰 屏蔽腔 安装到 PCB 板上已成为成品组装质量的一个越来越重要的因素。压制腔体通常不能紧接PCB板表面。现在已采用多种方法克服这个问题。方法之一是采用预热,并在回流时在腔体上放置重物,但这种技术也存在问题。加重的腔体会影响到组装的回流特性,并容易导致冷却和使用时的焊接完整性问题。用PCM生产的屏蔽腔不会产生这些严重的共面性问题,因为PCM没有对材料施加压力。一旦电镀和组装完,用PCM技术生产的腔体四边的安装面都能够达到要求的平坦度。
克服任何共面问题的另一手段是采用厚度经过选择的印刷焊膏。在一个印刷通带,为屏蔽腔选用增厚的焊膏和其他更大的元件,有助于消除元件共面的相关问题。这种技术提供了更结实的焊带,增加了机械强度,有助于防止填料浮空的相关问题。
焊膏经常印在独立的区域,但是焊料回流不充分就会产生造成焊料的悬空和气孔,这就需要进行返工。一个明显的解决方案是从一开始就确保焊膏不会有这些麻烦的大缺口。可以生产整体焊膏来进行没有浮空的回焊。将实心金属条重新放置在有适当网孔图案的焊膏模板里面,该模板将独立的焊缝连在一起,这让焊料和焊剂在粘剂里面充分混合(图8)。这种改进的焊膏有助于产生一种表面张力,确保焊膏流经所有区域并在腔体底部周围产生相同的焊带。
PCB板和屏蔽腔最开始有着良好的焊接罩面漆。回流加热时加入印刷焊膏经常促使焊料沿着屏蔽腔上移而脱离PCB板。这种结果除了影响美观,还可能不能提供焊带要求的屏蔽度或机械强度。
焊料移动这种问题的一种特殊解决方案是采用回流标志线(RPL)。这个例子中,标志线并不在外壳上,而是在腔体壁上。特别地,腔体壁上电镀涂层的中断不仅能使焊料最小程度的上移,而且确保了焊带强度和最大的容积。这避免了气孔,缺口和腔体壁外观不整齐相关的种种问题。
传统方法的另一问题,包括图9所示相邻缝隙间的网格,是它经常产生孤立的粘合焊膏,而不总是有效传递整体焊料,所以可能需要再返工。如图10所示的增强性图案设计,含有确保整体分布的焊膏能涂在PCB板上的金属网孔。焊剂和焊膏的存在有助于回流过程的有效进行。
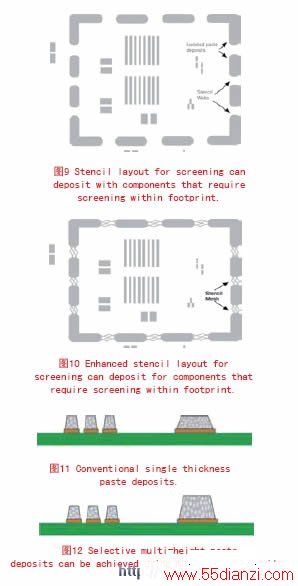
然而将腔体或其他大元件安装到PCB板上时,另一个常见的问题是要放置足够多的焊膏在PCB板的表面以容纳腔体内和腔体外的小螺距元件。这要求能通过采用多层模板实现,分配在板上的焊膏量是模板厚度和缝隙尺寸的函数,如图11和图12所示。
结论
电子设备和射频应用普遍存在于我们今天的日常生活,而且各种管理机构的法规指令日益变化,这意味着考虑PCB上独立元件和相邻回路间的辐射干扰前所未有的重要。对辐射干扰的屏蔽应与产品的其他设计因素联合考虑,并且最好在早期进行考虑,以避免为满足初始电磁兼容测试要求而进行PCB布局修改和设备重新设计的昂贵成本。需要考虑的其他问题包括产品测试,生产时的屏蔽处理,其它管理指令,如RoHS条例和成本等。
本文关键字:暂无联系方式综合-其它,单片机-工控设备 - 综合-其它






