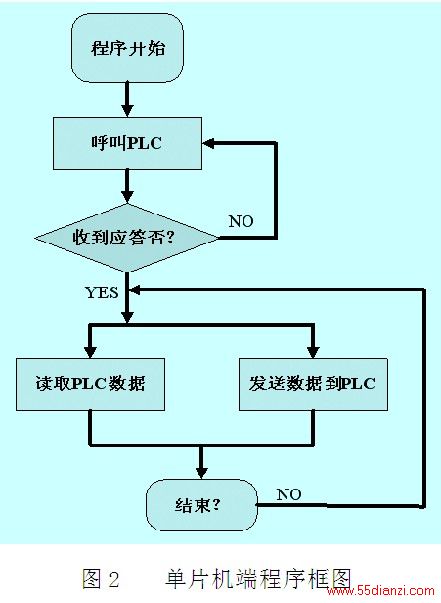
单片机端程序框图如下:
4.2.2 PLC的部分通信程序的实现
PLC通讯格式:起始符,数据,结束符。如赋值给vb270开始,68,1,2,0,2,00,2B,17,16
68为起始符,16为结束符。
S7-200自由口通讯是基于RS485通讯基础的半双工通讯,因此,发送和接收指令不能同时执行。自由口通讯选择使用SMB30(口0)来定义通讯口的工作模式。SM30.0 和SM30.1必须分别为1和0。
即:①使用SMB30(口0)选择自由口通讯模式,并选定自由口通讯的波特率,数据位数和校验方式;②定义通讯口接收格式SMB87(口0),包括启动信息接收(第7位=1),是否有起始位(第6位),是否有结束位(第5位)以及是否检测空闲状态(第4位)等;③设定起始位(SMB88)或结束位(SMB89)、空闲时间信息(SMB90)及接收的最大字符数(SMB94或)④数据接收和发送。部分程序如下:
网络1:读地址 开机时先把地址读出
LD I0.7 // 焊接气缸下限调用初始化程序
LPS
A M7.0 // PLC给单片机发数据
LPS
EU
MOVB 16#05, SMB30 //使用0端口状态字”19200, N, 8, 1”
MOVB 16#EC, SMB87 / /允许接收, 检测起始字符和接收字符, 超时检测
上一篇:阿尔法变频器与台达PLC通信






