一、概述
可编程序控制器是在微处理器的基础上发展起来的一种新型的微型计算机控制器。由于它把微型计算机技术和继电器控制技术融合在一毡,国此它兼具计算机的功能完备,灵活性强,通用性好和继电接触器控制简单易懂,维修方便等双重优点,形成以微电脑为核心的电子控制设备。可编程序控制器技术在世界上己广泛应用,成为自动化系统中的基本电控装置。在我国,近几年来,可编程序控制器的应用推广工作已取得较大成效。根据我国大力发展新型的机电一体化产品以推动机械产品的更新换代和实现生产过程自动化的需要,在全国正在形成应用可编程序控制器(PLC)的热潮。
九二年元月我们承接了为洛阳陶瓷厂研制73.62米玻化墙地砖辗道窑电器控制系统的任务。根据该项控制工程的要求,决定采用FX2可编程序控制器对该项目中的动力系统及煤气安全系统,信号及报警系统进行控制。
二、机型选择
FX2可编程序控制器是日本三菱公司最新推出的一种可编程序控制器产品,其单机最大为256点,具有大型模块式I/0和小型机整体式结构之优点,在进行I/0配置时,组态灵活,方便,可以按自己的要求配置,减小I/0点的浪费,在一个系统中,可以使用多种输出模块。
FX2装备了16位处理器,程序最大容量为8K步,内部自带2K步掉电保护RAM,执行时间为0.74uS/步,共有8路中断,其中外部输入6路,内部定时器,计数器2路,6路高速计数器,最高输入频率为l0KHz,具有输入输出刷新功能和直接输出功能,除了顺控指令和基本逻辑指令外,还具有如传送,比较,移位,四则及逻辑运算等功能指令。FX2可以使用多种特殊功能模块,12位A/D转换器,12位D/A转换器双机并联运行通讯模块(可以使I/0点扩展到512点),与个人计算机通讯模块。
FX2还具有多种编程工具,有手持式指令编程器HPP,便携式图形编程器GP80,及在IBM-PC机使用的MSDOS软件。手持式指令编程器HPP,体积小携带方便,可在现场实地进行程序调整和传送。
由于本控制系统均属开关量控制,并根据输入输出点数的要求,我们选用了一台FX2―64MR基本单元(32输入/32继电器输出)和一个FX2―16EYR扩展单元(l6点继电器输出)。
三、玻化墙地砖棍道窑动力系统控制要求的实现
该生产设备的动力系统主要有主传动电机和抽烟,助燃,抽热和急冷四台风机的拖动电动机。四台风机各有主,备两套电机,以保证某台电机出现故障时,备用的一台及时投入。主传动系统要求稳定运行并具有良好的调速性能,在这里我们采用一台变频调速器进行主传动电机调速,由可编程序控制器PLC提供主传动离合器联锁信号及正反转控制,运行指示及失电,超载报警等信号。
四台风机的风量控制对该生产过程的控制具有至关重要的作用,下面重点介绍一下四台风机电动机的PLC控制方案。
这四台风机均选用正常工作时为Δ接法的Y系列电动机拖动,电机容量分别为22KW和18.5KW。在投入及工作时四台电机具有联锁要求,如第一台电机起动后第三台电机才能起动;第一台电机停机,第二台也须停机等。为减小起动时启动大电流的影响,每台电机均要求进行Y―Δ换接启动。
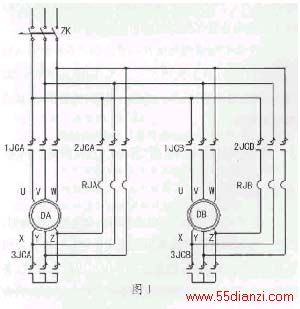
为了完成上述控制要求,并尽量减少输入输出点数,每台电机的主备切换采用外部控制方式,即主备电机共用二路输入和输出控制信号,在PLC外部用转换开关切换。图(l)为抽烟电机的主回路,其他各电机的主回路亦相似。图(1)中交流接触器1JCA与3JCA同时接通时,抽烟主用电机工作在Y型启动状态,而lJCA与2JCA同时接通时,电机工作在Δ型工作状态。RJA,RJB为过流继电器。
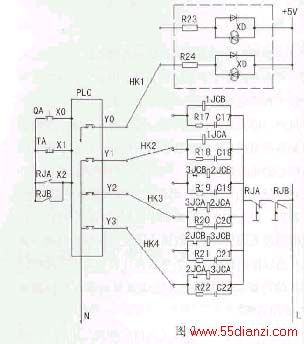
图(2)为PLC输入,输出外接电路。图中输入点XO接启动按钮QA(常开),X1接停止按钮TA(常闭)。输出点YO接运行指示灯XD。在PLC的输出回路中,2JCA和3JCA还用其辅助常闭触点进行外部互锁,以防止两接触器同时接通。而RJA,RJB的常闭触点也在电机过载时在PLC输出回路切断接触器的电源。在交流接触器线国两端并联有R C泄放回路,R C的典型参数为:R=120C,C=0.luF。
图(3)为抽烟风机主备电机控制的程序梯形图。
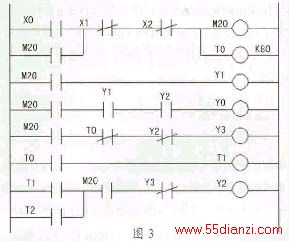
图中用了三个输入触点,四个输出触点,一个辅助继电器和两个时间继电器。辅助继电器MO用于逻辑转换。时间继电器TO用来确定启动时间,其设定值应与电机和负载相匹配,可在现场确定。
当绕组由星形切换为三角形时,由于PLC内部切换时间太短,必须有防火花内部锁定,定时器Tl产生防火花内部锁定时间。
将梯形图转化为指令语句,可得下述清单:
1.LD XO
2.OK M20
3.ANI X1
4.ANI X2
5.OUT M20
6.OUT TOK80
7.LD M20
8.OUT Y1
9.LD M20
10.AND Y1
11.AND Y2
12.OUT Y0
13.LD M20
14.MU TO
l5.ANI Y2
16.OUT Y3
17.LD TO
18.OUT Tl k5
19.LD Tl
20.OR Y2
21.AND M20
22.ANI Y3
23.OUT Y2
四、煤气安全阀控制及信号指示系统
该部分是由PLC检测电机运行及各种压力,设备状态信息,发出各种指示或报警信号,提醒值班人员作各种相应处理。如当抽烟风机,助燃风机停转,煤气压力过高,过低,窑炉温度过热,上述任一非正常情况出现时,应立即切断煤气供应,关闭煤气总阀。
上述控制要求的实现,是通过PLC检测各压力信号及电机工作状态信号,经内部程序逻辑处理,由输出控制信号点燃各工作指示灯或报警灯,或控制煤气总阀使之打开或关闭。
五、结束语
由PLC控制的玻化墙地砖辗道窑动力系统,经投入运行一年多来,工作稳定,操作简便,可靠性高,控制方便灵活。利用PLC进行生产过程控制是一种行之有效的方法,值得进一部推广。
上一篇:可编程序控制器(PL)使用经验谈






