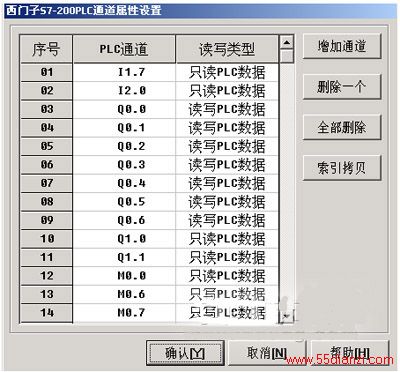
在设备窗口中需要设置设备0-[通用串行口父设备]属性和设备1-[西门子S7-200PPI]属性,此时,还需要设置设备内部属性增加相应的PLC通道,和通道读写类型,输入通道多数用到的是内部寄存器,读写类型是只读类型,输出寄存器Q0.0~Q0.6读写类型,Q1.0.和Q1.1只读类型值读取SA313和SA32的开关信号,在实际通讯过程中,在设备属性设置中“串口端口号”设为0-COM1,通讯波特率设为:6-9600,数据位位数:3-8位,数据校验方式:偶校验,一位停止位,数据采集方式:同步采集。设置完后单击“确认”按钮返回。
为了西门子S7-200PLC与MCGS更好的通讯,必须在设备属性设置:[设备1]对话框中设置属性设备注释为:西门子S7-200PPI,初始工作状态为:启动,最小采样周期为:1000ms,PLC地址为:2,内部属性设置PLC通道要与实施数据库中所定义的名字相对应。如图4。
 screen.width*0.7) {this.resized=true; this.width=screen.width*0.7; this.alt='点击在新窗口浏览图片\nCTRL+Mouse 滚轮可放大/缩小';}" border=0>
screen.width*0.7) {this.resized=true; this.width=screen.width*0.7; this.alt='点击在新窗口浏览图片\nCTRL+Mouse 滚轮可放大/缩小';}" border=0>
图4 PLC通道属性设置
编辑完毕组态画面,在上位机上试验成功,便可以通过上位机的网线接口用一根网线和触摸屏上的网线借口相连接,并且在MCGS嵌入式组态软件菜单栏中“工具”\“下载配置”设置好IP地址,便可以下载到触摸屏中,如图8,然后,用PPI电缆连接触摸屏和PLC,母头连接触摸屏COM5口,公头连接在PLC接口上,即可实现丢掉控制柜面板上的按钮控制,用触摸屏的软按钮控制,画面生动,清晰。
4 结束语
本文所述方案是对原来的继电接触式模拟控制系统进行 PLC与触摸屏改造而成,已在实验室控制柜予以实施。运行结果表明,该 PLC 控制系统无论是硬件还是软件,控制稳定可靠,且尽大限度降低了操作的危险性。
参考文献:
[1]、陈远龄.机床电气自动控制[M] 重庆大学出版社,1997
[2]、吕景泉.可编程序控制器及其应用[M] 北京:机械工业出版社,2001
[3]、杨长能,张光毅.可编程序控制器基础及其应用[M] 重庆大学出版社,1992
[4]、MCGS嵌入式用户手册 北京昆仑通态自动化软件科技有限公司
[5]、廖常初,PLC编程及应用[M] 北京:机械工业出版社,2005,5
上一页 [1] [2]
本文关键字:触摸屏 铣床 电工文摘,电工技术 - 电工文摘






