1 概述
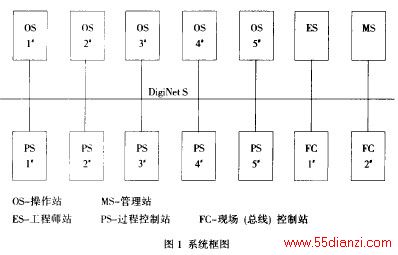
粘胶短纤维生产工艺特点是连续和批量皆有,生产流程长,控制要求高,因此整个生产工艺过程控制采用ABB公司生产的Freelance 2000DCS控制系统,配置了5台操作站、5套过程控制站和2套现场总线控制站,1套工程师站和1套管理站,I/0总点数约2100点,系统框图如图1所示。
粘胶的原液经纺丝后形成丝束,丝束通过一道牵伸、二道牵伸、三道牵伸,再送到切断机切断成为粘胶短纤维。因此丝束要连续通过纺丝机、牵伸机和切断机,所以丝束从纺丝机到切断机的速度同步控制对粘胶短纤维生产质量和产量非常关键。以往速度同步采用机械同步方式,这种方式如果要改变产品品种或产量较繁锁,产品质量也难以保证。随着变频调速技术的发展,现在都采用单独马达分别驱动机器,通过变频调速来达到同步。本文着重介绍DCS与变频调速系统以及PLC子系统之间的现场总线通讯。
2 现场总线控制站(FC)简介
现场总线控制站由CPU模件、电源模件,以及多达4个支持即插即用的现场总线模件组成。支持的现场总线有:PROFIBUS—DP,Modbus,Freelance 2000 CANI/O总线,Open CAN—Bus,Foundation Fieldbus,HART。一个FC可插4块现场总线接口模件(模件类型可以不同),连接496台现场总线设备。如插人一块PRO—FIBUS—DP总线接口模件并作为主站,可连接126个PROFIBUS—DP从站,通讯速率可达12Mbit/s。现场(总线)控制站通过系统网络DigiNet S(Ethernet)与整个Freelance 2000系统通讯。
现场总线控制站除了对现场I/O信号采用总线通讯外,其控制功能与普通的PS站完全相同。
3 PROFIBUS—DP总线子系统
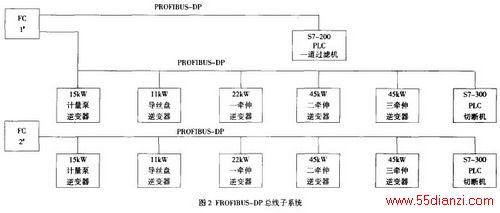
DCS系统配有2台现场总线控制站(FC),其中一台装有两块PROFIBUS DP接口模件,连接两条PRO—FIBUS—DP电缆,一条连接一道过滤机控制用S7—200PLC,另一条连接纺丝1系列的计量泵、导丝盘、一牵伸机、二牵伸机、三牵伸机的逆变器,以及切断机控制用S7—300PLC;另一台装有一块PROFIBUS—DP接口模件,连接一条PROFIBUS—DP电缆,连接纺丝2系列的计量泵、导丝盘、一牵伸机、二牵伸机、三牵伸机的逆变器,以及切断机控制用S7—300 PLC。PROnBuS—DP总线子系统框图如图2所示。
4 PROFIBUS—DP网络组态
(1)在FC组态中插入PROFIBUS—DP接口模件,即PROFIBUS—DP子系统的主站。
(2)插入PROFIBUS—DP的现场总线设备,即PRO—FIBUS—DP子系统的从站,输入从站的节点序号(1~126)及节点地址号(0~125)。
(3)导人从站设备的GSD文件,不同的从站设备有不同的GSD文件,GSD文件中规定了从站设备有关的参数,如数据格式、数据类型、I/O通道数等。所以,从站设备必须带电子版的GSD文件。
(4)定义PROFIBUS—DP主站通讯参数,设定通讯速率为1.5Mbit/s(在9.6k-12Mbit/s),设定BUS地址为1(在0-125之间)等。
(5)定义每个 的参数,如设计位号(变量)、数据类型、用途描述等,类似于定义常规的I/O卡通道。
5 PROFIBUS—DP的通讯信号
5.1 一道过滤机
一道过滤机共有l2台,每2台过滤机和l台粘胶供给泵组成一组,共6组,每组通讯的信号如表1所示。

5.2 纺丝计量泵、导丝盘、一牵伸机、二牵伸机、三牵伸机
各设备的马达逆变器的信号类型和数量均相同,其通讯的信号如表2所示。

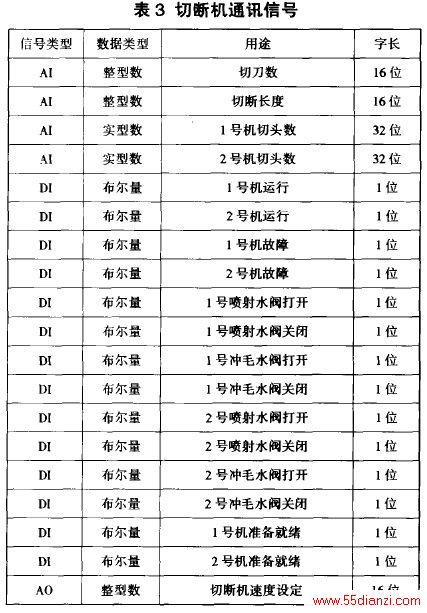
5.3 切断机
每个系列有2台切断机,其通讯的信号如表3所示。
6 纺丝牵伸比控制
纺丝计量泵、导丝盘、一牵伸机、二牵伸机、三牵伸机各马达速度的协调控制(牵伸比)在生产过程中是非常重要的,它将直接影响到产品的质量和产量。
牵伸比是通过控制马达速度比来实现的,以二牵伸马达速度为基准,其它马达的速度与其按一定的比例同步变化。不同的产品牵伸比不尽相同,某一产品的牵伸比如下:
计量泵一导丝盘 +12%
导丝盘→一牵伸机 +18%
一牵伸机→二牵伸机 +12%
二牵伸机→三牵伸机 一2%
纺丝牵伸比的控制以及与切断机的速度协调等功能均在Fc中实现,其控制任务执行周期为lOOms。在DCS操作站上可对马达速度进行设定,在现场也设有马达速度升降按钮、启停按钮、速度显示等,这些信号通过纺丝工段的PS站(4#PS)进入DCS。
7 结束语
采用现场总线技术虽然还处于起步阶段,但已逐年增多,在我们纺织化纤行业的电力拖动控制、马达控制和监视中已有许多的成功应用。采用现场总线可以节省大量安装材料、减少安装工作量、提高信息交换量和速度,以及信息的安全性。因此,今后对现场总线应用技术需多加关注,在成熟稳妥的情况下,积极采用现场总线技术及现场总线设备。
本文关键字:粘胶 纺织印染,应用领域 - 纺织印染






