本文分析了斜椭圆的数控车床加工问题,通过旋转转换方程确定了斜椭圆的参数方程,编制出(包含宏程序的)实际加工程序。
随着数控技术不断进步,数控车床加工中各种复杂型面也日渐增多,如椭圆、抛物线、正弦曲线、余弦曲线和双曲线等各种非圆曲面。对于上述各种复杂成形面,利用CAM软件进行自动编程相对简单,但由于种种原因,在绝大数情况下数控车床主要还是依靠手工编程。目前在数控车床上加工正椭圆已不是难事,一些学者进行过这方面的研究并发表了相关论文。但对斜椭圆零件的加工方面研究较少,主要原因为:①机床数控系统本身既不存在加工椭圆等非圆曲线的G指令,更没有类似数控铣床用G68这样的 旋转指令,使编程难度大大增加;②加工中变量的参数直接影响着加工的效率以及质量,很容易产生过切报警,即使程序正确无误,实际加工时参数调整也非常困难,直接影响加工能否顺利进行,以及加工精度能否保证。
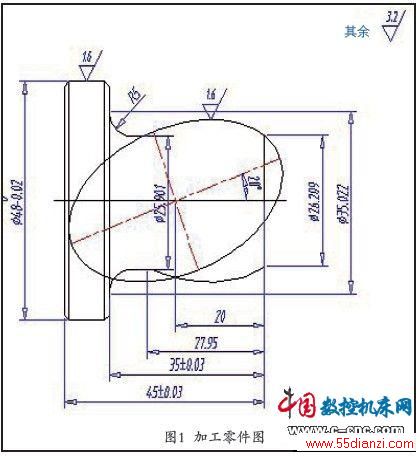
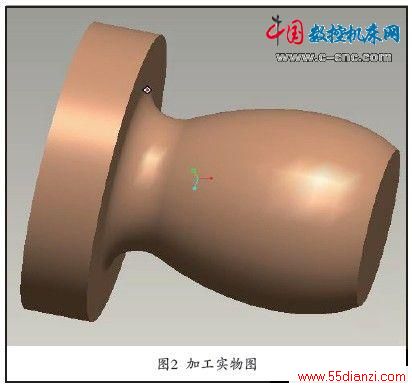
对于如图1所示的斜椭圆零件,笔者在配置华中世纪星车床数控系统(HNC-21/22T)的数控车床上加工成形,加工出的零件如图2所示。
1.相关数学计算

已知:椭圆方程:a2b2(见图1),椭圆上任一点A 点坐标(Z,X):(acosα ,bsinα ),则: 。若椭圆绕圆心旋转θ ,则根据旋转公式,求出A 点在工件坐标系(Z0X 坐标系)中的坐标为:
。若椭圆绕圆心旋转θ ,则根据旋转公式,求出A 点在工件坐标系(Z0X 坐标系)中的坐标为:
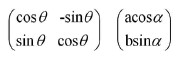
A点:Z:acosαcosθ-bsinαsinθ;
X :acosα sinθ +bsinα cosθ。
注意:椭圆顺时针旋转时,公式中的θ 角取负值;逆时针旋转时,θ 角取正值。
2.程序格式
(1)编程原点为右端面与轴线的交点。
(2)程序为HNC―21T系统格式。
%1234 (程序名) M3S600T0101
G42G00X Z (快速点定位)
#12=起始角(α)(椭圆轮廓起始 点的参数角)
本文关键字:程序 机床,应用领域 - 机床
上一篇:大型数控机床滚珠丝杠副的装配






