下行打击子程序实现打击时能量的控制,首先输出设定能量对应的速度信号模拟量,考虑到机械制动器动作的延迟性,在开启制动器电磁阀后延时100 ms再闭合变频器运行触点,滑块加速至设定的速度后保持恒速下行。通过现场调整驱动器的PI参数获得更好的动态性能,打击完毕后电机反转回程。实际工况中,滑块在打击工件后回弹,则编码器信号A,B相的相序发生改变,即高速计数器计数方向发生变化。系统组织块SFB47的数据位STS_C_UP存储高速计数口的递增计数状态,中断程序检测该数据位的状态,若检测到电平跳变,立即发回程信号,进入回程控制程序。
图6为回程控制程序流程图,为加快生产进程,要求回程速度越快越好,但为了使滑块准确停靠地在设定位移处,回程速度又不能过大,因为电机本身的制动能力有限,若速度过快则无法可靠停机,一般认为电机制动转矩不超过额定转矩,回程时首先加速运行至允许的最大速度,到指定位移后进入减速段,能耗制动回馈的机械能由制动电阻消耗,最终进入恒速模式并停车,加速段的初速度指令须大于0,对实现快速正反转有较大作用,停机运行时在变频器停止操作执行后,延迟100 ms机械制动器动作,这样可减少机械制动器的摩擦损耗,延长寿命。
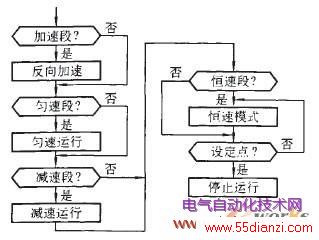
图6 回程控制程序流程图
3 测试及结论
对J58K_250型电动螺旋压力机试打测试,预选能量100%,打击行程300 mm,以约18次/min的频率连续运行8 h,室温34℃。每隔5 min检测电机温升,温升实测曲线(图略)表明,起初电机温度上升较快,在运行2 h后,温度稳定在91℃左右,电机绝缘等级为F级。
为检测电机转矩响应的快慢,将编码器信号并接至研华PCL-833计数卡,运用10 ms中断实时采集一次完整的打击过程的滑块位移信息,并给出图7所示的滑块速度-加速度曲线。

图7 滑块速度-加速度曲线
对速度曲线,OA段为滑块下行加速段,近似一条直线;AB段滑块打击工件并反弹,历经加速回程段BC,减速段CD和恒速段DE,最终停机,停靠在设定位移。由于外部负载一定,因此加速度曲线反映了电机输出转矩的大小,可以看出,输出转矩存在较大波动。但速度曲线OA段近似直线,因此如果将整个过程分作若干区间,那么每个区间内平均加速度基本相等,速度曲线AB段反映了驱动器控制电机从输出正向最大转矩到负向最大转矩的转换能力,由图看出,当前负载条件下实现快速正反转的时间不超过30 ms,对每次打击过程的实际能量和回程位置进行统计分析,能量最大波动范围不超过设定能量的2%,回程点在设定位移的±2 mm内。
综上所述,双电机驱动的基于S7-300的电动螺旋压力机控制系统,电机转矩响应迅速,能量、回程控制精确,长期运行电机温升在允许范围之内,满足了生产要求,并已成功运用于J58K系列电动螺旋压力机中。






