һ��ǰ�ԣ�
�����������������Ǹ����û������Ĺ�����·����������ٶ�ʵ�ֳ����ڲ��������복��֮������������Ʒ�ﵽ�Զ��������Զ�����ˮ����ҵ�������豸��������ά�ռ������Ⲽ�ã������д������ã���ʡ����ʹ�ó��أ������������������;���Զ,�����ٶȷ�Χ���ת�䡢��Խ�����������ŵ���㷺Ӧ������Ϳ����ɡ�������ϴ����ơ�װ��Ͳ�Ʒ����ת�˵�����.
�������������ͻ�����ǣ����������ͨ������������������ʽ����������ģ�Ϳɲ����ͳ�ѹ�ɲ���������������ʽ����������ֱ���˶��⣬������ˮƽ����ֱ���������ת, ���֮��, ģ�Ϳɲ����ĵ��������ϴ����������ϳ����������غ���Խ�߶ȴ�ת���������,һ�㶼�ֳɼ������֣��ɶ�̨����̨���߸������ֱ�������
�������������ֳɼ�������ʱ����ÿһ���ֶ���1���Ž������ڣ�����ʱԼ7��10���׳���������һ���ֵ��������ٶ�С���������ֵ��ٶȣ��Ž������ڵľ���ᱻѹ��������뱻ѹ�������������ijһ�㷢���ѻ���������������������ͣ������֮������һ���ֵ��������ٶȴ����������ֵ��ٶȣ����ľ���������糬��һ���̶����������ᱻ���ϡ���ˣ�Ҫ��֤������������������ÿһ�������������ƶ��ٶȱ�����ͬ,Ҳ����ͬ��,���������������е��ĸ��ɻ������������ٶȲ���ܴ�,�豸���������С�
����ǰ����,���dzн�������һ����������ģ�Ϳɲ������������������,������̸һ��PLC����Ƶ����POD���������������������ͬ�������е�Ӧ�á�
��������Ҫ��:
����1.����������560��,��������ٶ�6��/��.����ʱ��һ��������,ÿ��16Сʱ, ���������¶�0-40�ȡ�����������100ǧ��/80����, ��������������70�֡�
����2.���������߷ֳ�3������,����̨����Ϊ3KW�ĵ���ֱ�����,Ҫ��3�����ֵ�������Ҫͬ�����С�
����ͬ�����Ʒ�������֤
������һ������
����1.�İ�Ҫ���Ƶ���������Ĺ��ʼ�������һ��1.2��1.5֮���ϵ�����Դ���ֵѡһ��Ƶ��������һ̨��Ƶ��ֱ��������̨�����
����2.���������۵�ͬ������������ͬ�����������ٶ�ָ�����̨��Ƶ����ÿ̨��Ƶ������һ̨�����
����3.����̨��Ƶ������һ�ŵ���ϼ�PG����������������ʽA��B�࣬PC��12/15v 1024p/r����
������1#���Ϊ�������2#��3#�����1#����ٶ�Ϊ��;����ָ��ͬʱ�ӵ���̨��Ƶ����1#���ʸ�����Ʒ�ʽ�ջ����У�2#�����3#�������v/f���Ƽ�ת�����
����4. ����̨��Ƶ������ÿ������ϼ�PG���������������ͬ�ϣ���1#���Ϊ�������2#��3#�����1#����ٶȡ�ת��Ϊ��;����ָ��ͬʱ�ӵ���̨��Ƶ����1#������ٶȿ��Ʒ�ʽ�ջ����У�2#�����3#�����ת�ؿ��Ʒ�ʽ�ջ����С�
����5.��PLC���ƣ�����ת�ٵ�ָ����PLC��DAת��ģ����ֱ��0-10V��ʽ����������ı�Ƶ����������ÿһ������ñ���������ٳ��ּӽӽ����ز�����ʵ��ת�ٲ�������PLC���Ե�һ���ʵ��ת��Ϊ���� PLC���ݲ�������2#�����3#�����ʵ��ת�پ����㴦���������2#�����3#����ı�Ƶ����������ָ���֤3̨���ʵ��ת������һ�¡�
����������������
������ʵ�����������������صı仯�Ǻܴ�ģ����ȣ� ��Ϊ���������д���ת�䡢�߶���������ʹ���������ڿ���ʱ��������ĸ���Ҳ������ȫ��ȵģ������������б仯�����������ڿ�ʼ����Ҳ��������ߵ��ҹ���ʱ����ʱ1#������ش���2#�������2#������ش���3#������Լ�����������ʼҲ����������������ֻж����ʱ����ʱ3#������ش���2#�������2#������ش���1#��������ڻ�Ʒ�֣��¹������Ϲ��������в��죩Ҳ�ᷢ�����ϵ������
������������֤
������һ�ַ����͵ڶ��ַ������ǿ������ơ���һ�ַ���ֻ�����ڸ����������ͬ��ͬ��Ҫ��̫�ߵij��ϣ��ڶ��ַ���ʵ����ֻ�ǰ�ͬһ���ٶȸ����źż��Ƽ��ݻ��߰��������Ƽ��ݼӵ���Ӧ��Ƶ���ϣ���ֻ�����ڸ����������ͬ���������ز���ͬ�����ز������ͬ��Ҫ��̫�ߵij��ϡ�
���������ַ����ǰ�ջ����ƣ����ƾ��Ⱥ���ǰ���֣���Ҳֻ�����ڸ����������ͬ���������ز���ͬ�����ز������ͬ��Ҫ��̫�ߵij��ϡ�
���������ֿ��Ʒ�ʽ�͵����ֿ��Ʒ�ʽ���DZջ����ƣ������������Ҫ�Ƚ������������ֿ��Ʒ�ʽ�Կ���ת��Ϊ����������ת�ؼ��ٶ�ͬ����ͬ�����ȸ�һЩ�������ü۸�ϸ�;�����ֿ��Ʒ�ʽ�Կ��Ƹ�����ٶ�Ϊ����ͬ�������Բ�һЩ�������ü۸�Ͼ��ã���ˣ������ھ������ȽϺͿ��Ǻ�������õ����ֿ��Ʒ�ʽ��
��������560�׳�����������������1000���40���׳����������Ӷ��ɣ��ڵ��ҹ�������������һЩ�쳤,�������������������¶ȸߴ�����150������,���м�����ˮ���ܻ�ǿ�ȷ���ĵط�,�¶�����Ҳ����������쳤������,�������������϶�,��ʹÿ��С���ȵı仯�ۻ�����Ҳ��ʹ��̨ʵ��ת��ͬ���ĵ���������������������ƶ��ٶȲ���ͬ��Ϊ�ˣ������ͬ��������һЩ������������ÿһ���Ž������ڴ���װ���ĸ��ӽ�����λ�����أ��Կ�,�ܿ�, ����,��������PLC����ÿһ���Ž������ڴ��Ŀ��ؽ�ͨ״��������Ӧ������ָ��
�����ϸ��˵�����ͬ��ʵ����Ҳ������ȫͬ����ֻ�����������ͬ������һ����������ٲ����ٵ����Ĺ��̡�
�ġ�Ӳ�����ã�
����1. ��Ƶ��ѡ���ǵ�̨��Mϵ�б�Ƶ�����нϺõ����ܼ۸�ȣ��Ի�����Ӧ����ǿ���ɿ��Խϸߣ�����Ҳ���DZ�Ƶ���������У��书��Ӧ����һ������������������̨��VFD037M43B���������ѹΪ����380V���������Ϊ3.7ǧ�ߡ�
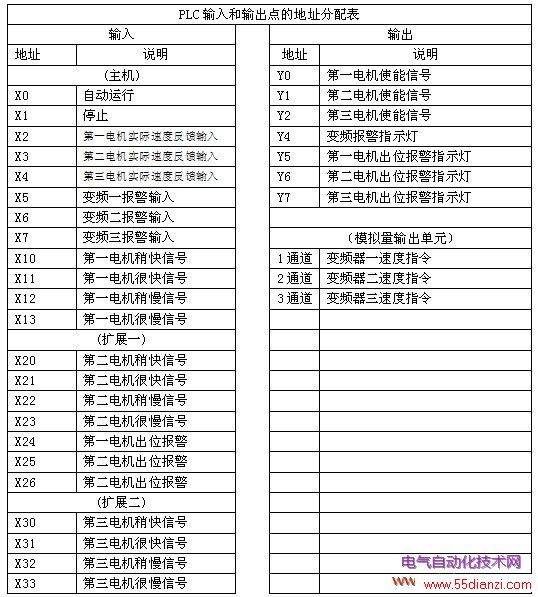
����2. PLCѡ��Ϊ��ʵʱ���Ϳ�����̨�����ת�٣�PLC��������·���ټ������루ͬʱռ��3������㣩��ģ���������“�Զ�����”��“ֹͣ” ռ��2������㣬�����������Ž�������λ��ָʾռ��15������㣬 ��̨��Ƶ������Ҫռ��3������㣬��̨��Ƶ��ʹ�ܿ��Ƽ��������Ҫռ��5������㣬���PLC�������3���3�����ϵĸ��ټ�������ͨ��������23�����ϵ��������������㣬̨��EHϵ��PLC���нϸߵ����ܼ۸��,������ CPU+ASIC���������㴦����Ƭ��˫���������ֹ����㴦������������ָ���ٶȿɴ�0.24�룬���������Ƶ�ʿɴ�200Khz�ĸ��ټ��������ɴ�8 ����չģ�飬����ǿ��������Ҫ�� �����õ���̨��EHϵ��PLC�� DVP20EH00R+DVP08H11N+ DVP08H11N+DVP04DA-H���������Ϊ28�㣬�����Ϊ8�㣬����·ģ�������������������ĵ�ַ������±���
����1 POD����̨���DOP-A57CSTD����ĻΪ5.7�����������趨���ת�٣���ʾ��̨�����ʵ��ת�ټ��Ž������ڵ�״����
����2 �����ڵ�������ٻ��Ƕ����ij�Ʒ���ڵ�����ϰ�װ������ʱͬ��Ⱥ��Ѵﵽ�涨Ҫ�����ѣ�ѡ�ò��ٳ��ּӽӽ��������ֲ��ٷ�ʽ����������ٳ��ֳ���Ϊ60�ݽӽ����ص����Ӧ��Ƶ��Ӧ����1.5Khz�����Dz�����OMRON��E2Eϵ�еĽӽ����أ������Ӧ��Ƶ��Ϊ2Khz����������ʹ��Ҫ��
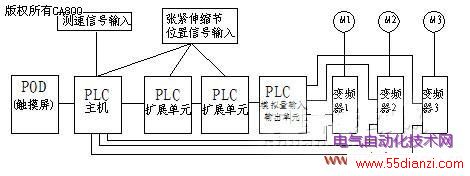
��������ϵͳԭ��ͼ�� ͼ1 ����ϵͳԭ��ͼ
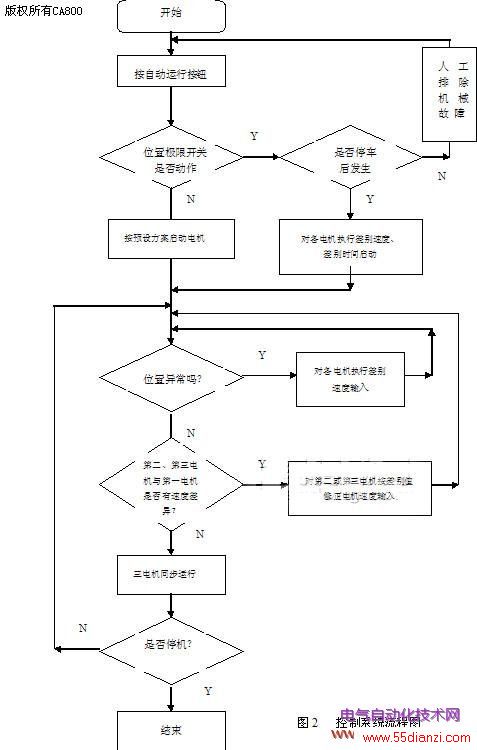
��������ϵͳ����ͼ�� ͼ2 ����ϵͳ����ͼ��
�塢ϵͳʵ�ֵĹ���
��������“�Զ�����”��ť����ʱ���������ͬʱ��������������ʼ�ƶ���Ϊ�˼��ٳ������������������ڵ�������3�룬Ȼ��������趨�ٶ����С������й����У���ʼʱ��PLC��ģ���������Ԫ��ÿ�����Ƶ���ı�Ƶ�����ٶ�ָ������ͬ�ģ�֮��PLCÿ0.5�����������ɼ�һ��ʵ��ת�����ݣ��Ե�һ̨Ϊ����������̨���ת�ٽ��бȽϣ��������CPU������������Ƶڶ�̨�͵���̨����ı�Ƶ��������������ٶ�ָ�ʹ����ٶ����һ̨���ٶ�����һ�¡�
���Ĺؼ��֣�������ϵ��ʽͨ�û�е��Ӧ������ - ͨ�û�е
��һƪ�������Ӿ����֮覴�ȱ�ݼ��






