工艺条件约束

资源约束

其中: G 为粘结指数, X 为配煤量, S 为硫分, V 为挥发分, A 为灰分。

一个控制站用于组态和操作
该控制站可以为 PLC 控制器编制应用控制程序、硬件配置组态、网络通讯组态、流程画面组态及监视、历史数据记录、生成报表、报警监视及确认。可提供多种画面调用方式,在发生故障后有提示并转入故障画面,以动态图形方式(棒图、曲线图等)显示压力、流量、温度;对重要的测量数据整点保存,运行日报、月报及报表的生成、显示、打印;实现调节阀状态变位记录,事故顺序记录及事故追忆记录;设备变位时 画面闪烁提示,并在报警框有汉字提示的名称及当前变位状态,当参数越限时,除了闪烁提示,同时显示当前越限值和越限给定值;对于设备变位、保护动作、保护报警等功能提供音响提示。
1 个手持编程器用于组态
该编程器用于组态操作。
规格: 1200x1100x980 ,
1 台激光打印机用于实时报警打印
与一个操作员站通过并行打印口相连,可实现屏幕显示画面打印,现场信号报警实时打印,报警记录打印。
1 台在线式不间断电源( UPS )
用于控制供电与外网供电的隔离,同时提供在断电时数据的备份及正常关机。
1 面操作台
规格: 1200x1100x980 ,
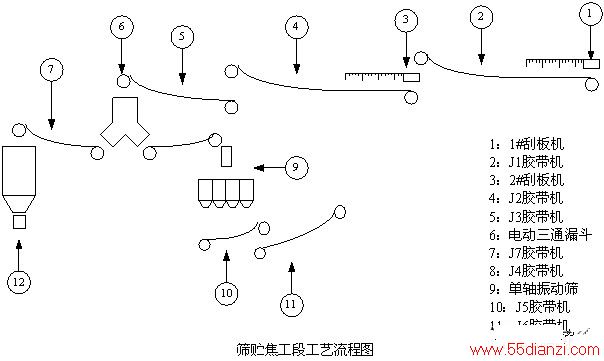
• 筛贮焦 PLC 系统
筛贮焦系统在焦化厂中起着启后的作用,作为主要产品的焦炭将在这里分级、入仓、外销。因此。在抓好炼焦的同时,务必注重这个外销前的最后一个环节,以保证焦炭的质量及产量不在此受到影响。
按工艺要求,工业设备有集中连锁和机旁手动两种操作方式,控制范围从刮板机、胶带机至焦炭输出胶带机和各贮焦仓。设 PLC 集中连锁控制为生产方式,机旁手动为检修方式。系统启动时发出预示信号,胶带机设有跑偏、堵漏、事故停车保护。
一个控制站用于组态和操作
该控制站可以为 PLC 控制器编制应用控制程序、硬件配置组态、网络通讯组态、流程画面组态及监视、历史数据记录、生成报表、报警监视及确认。可提供多种画面调用方式,在发生故障后有提示并转入故障画面,以动态图形方式(棒图、曲线图等)显示压力、流量、温度;对重要的测量数据整点保存,运行日报、月报及报表的生成、显示、打印;实现调节阀状态变位记录,事故顺序记录及事故追忆记录;设备变位时 画面闪烁提示,并在报警框有汉字提示的名称及当前变位状态,当参数越限时,除了闪烁提示,同时显示当前越限值和越限给定值;对于设备变位、保护动作、保护报警等功能提供音响提示。






